自动送丝机一般有控制部分提供参数设置,驱动部分在在控制部分的控制下进行送丝驱动,送丝嘴部分将焊丝送到焊枪位置。
控制部分
具有滞后送丝和提前抽丝功能。
既可以实现单机自动控制(内控),也可以接收上位机控制(485通讯)。
既可以通过脚踏开关控制送丝和抽丝,也可以使用焊枪高频开关实现同步控制(高频进线、高频出线)。
送丝速度0-1000mm/min(一般可按照客户要求定制),送丝速度重复性误差在±5%以内。
具有连续送丝及断续送丝功能,且断续送丝频率及占空比可调。
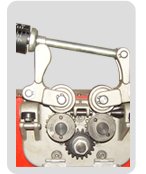
驱动部分
自动送丝机送丝驱动部分一般是由可调预紧力压杆、主动轮、从动轮组成。 可调预紧力压杆:用于压紧焊丝,把手可旋转调节压紧度。
主动轮:电机带动主动轮旋转,为送丝提供动力。
从动轮:将焊丝压入送丝轮上的送丝槽,增大焊丝与送丝轮的摩擦,送焊丝平稳的送出。
送丝嘴部分
送丝嘴部分可以将送丝嘴和焊枪进行相对固定,且能调整送丝的角度以及送丝嘴距离钨极的距离,以保证焊接效果。
-