真空浸漆机产品介绍文献

 真空镀铝膜产品介绍
真空镀铝膜产品介绍
真空镀铝膜产品介绍
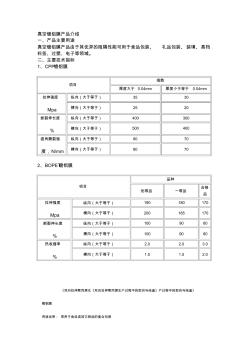
真空镀铝膜产品介绍 一、产品主要用途 真空镀铝膜产品由于其优异的阻隔性能可用于食品包装、 礼品包装、装璜、高档 标签、过塑、电子等领域。 二、主要技术指标 1、CPP镀铝膜 项目 指数 厚度大于 0.04mm 厚度小于等于 0.04mm 拉伸强度 Mpa 纵向(大于等于) 35 30 横向(大于等于) 25 20 断裂伸长度 % 纵向(大于等于) 400 300 横向(大于等于) 500 400 直角撕裂强 度,N/mm 纵向(大于等于) 80 70 横向(大于等于) 80 70 2、BOPET镀铝膜 项目 品种 优等品 一等品 合格 品 拉伸强度 Mpa 纵向(大于等于) 190 180 170 横向(大于等于) 200 185 170 断裂伸长度 % 纵向(大于等于) 100 90 80 横向(大于等于) 100 90 80 热收缩率 % 纵向(大于等于) 2.0 2.0
 直联式液环真空泵2Bv系列产品介绍
直联式液环真空泵2Bv系列产品介绍
直联式液环真空泵2Bv系列产品介绍
直联式液环真空泵2Bv系列产品介绍——本课件对直联式液环真空泵2Bv系列产品从结构、参数、使用等方面做了介绍。
