真空浸漆设备
- 真空浸漆设备,也有称真空含浸机,真空浸漆机。其原理为将待处理工件置于真空容器中,通过抽真空,将工件中水分及空气及可挥发的其它物质排除,将缝隙再以绝缘材料充填。真空浸漆设备可用于电器线圈如微型电机、互感器、电源变压器等绝缘浸渍处理,具有提高绝缘漆渗透能力,增加充填率,从而提高电器线圈的整体机械强度,绝缘强度及防潮、防霉等性能。
-

选择特殊符号
选择搜索类型
请输入搜索
将真空浸漆缸清理干净,注意除8#阀门为常开阀门外,其余阀门未使用前均为关闭状态,真空泵应按使用说明书正确接线,(不能反转);
参照真空泵《使用说明书》,按要求对真空泵加油。
阀(8)为常开阀,使用前检查是否打开,其余阀均为常闭阀门。
1、打开真空泵泠却水。开阀(3、4),关阀(5),点动启动真空泵,对贮漆罐抽真空,待真空度示数至—0.095Mpa时,关阀(3),停真空泵,开阀(5)待真空解除后关阀(5),开阀(11)加漆(用一根带钢丝的塑料软管再接一根DG20镀锌管,软管套在11阀门,另一头直接插入漆桶吸漆)。(粘度视绝缘要求不同定),加完后关阀(11)。
2、打开浸烘漆缸盖,将漆直接倒入缸内,打开真空泵冷却水,开阀(4、3),点动启动真空泵。待真空度示数至—0.095Mpa时关阀(3),停真空泵,开阀(5),解除真空后关阀(5)。打开阀(6)回漆,回完后,关阀(6、4)。
抽真空:点动启动真空泵,关闭5#阀门,开阀(1、3),当真空表示数达到-0.095Mpa时,关3#阀;
当浸漆槽处于真空状态时,开(11#,7#)阀门(注意7#阀门缓慢打开,以免绝缘漆溅至上盖)使绝缘漆进入浸漆槽,浸没工件即可,操作时注意观察液面高度及漆面泡沫情况,如泡沫较多,应关闭7#阀门,开2#阀门解除真空,然后再关闭2#阀门,开3#阀门抽真空,真空度达到-0.095Mpa关3#阀门,停真空泵,开阀(5)。开7#阀门使漆位达到浸没工件,浸没后迅速关闭7#阀门,浸漆时间一般为5-10分钟。打开2#阀门解除浸漆缸真空并关闭1#阀门。
先对贮漆罐抽真空,关闭11#阀门,开阀门(3、4),开真空泵,当真空度达到-0.090Mpa时,关阀3#阀门,停真空泵,开阀(5)。开2#阀门,打开6#阀门回漆,回完后(浸漆缸中有较大抽空气声音)关6#阀门。
关阀3#阀门,停真空泵,开阀(5)。真空泵使用请参阅真空泵使用说明书,并注意真空泵旋转方向,加真空泵油。贮漆槽液位不超过玻璃视镜4/5。
1、浸漆车间内严禁烟火,消防器材须齐全,备二氧化碳灭火器,操作人员必须具备消防知识。
2、交班时情况是否正常,绝缘漆是否合乎要求、数量是否足够、绝缘漆总量是否过高。
3、使用本设备开盖以前车间内溶剂气味很少,如果发现车间有溶剂气味很浓,应检查设备有无泄漏或异常,并予排除之。
4、绝缘漆粘度应定期检查。添加绝缘漆或溶剂时,车间内应停止使用明火装置,以免发生危险。
5、浸漆缸是本机的关键设备。操作时必须注意观察浸漆液面的高度,以免影响真空泵。
浸漆液位如超过高度,应关闭漆阀,并打开浸漆缸盖,立即回漆,清理查看真空缓冲器是否有油漆进入,如有一定要清理干净后方可使用。
6、真空泵应定期保养,当真空度达不到要求时,应仔细检查所有真空系统,发现问题应及时修理并做好记录,当使用绝缘漆所含溶剂超过30%时,应增加真空泵换油次数。如真空系统无泄漏而真空度达不到要求时,则要换真空泵油。
7、电气控制及电机每班使用时,注意其运行情况,异常时应检修。
8、严格执行操作工艺并做到熟练,正确操作。
9、在严格遵守本操作规程及注意事项的前提下,包修壹年,保修终身。
1)真空浸漆设备的型式:单机单缸型(包括一只圆形储漆罐、一只圆形浸漆罐、一台真空泵、一只漆过滤器、一只排放缓冲器、吊篮等)。
2)浸漆罐的尺寸:(内径净空尺寸)φ1400×1000mm(实际高度1200,未算半球形罐底和罐盖尺寸)。
3)储漆罐的高度<2500mm(实际容量应与浸漆罐相配合)。
4)浸漆罐和储漆罐的材料厚度:≥8mm(由乙方作精确计算,并选合适材料)。
5)浸漆罐的盖采用电动液压开启或关闭,作>90°的垂直开启,并能保持开启或关闭状态。罐盖和罐体可用活节螺栓和环形螺母锁紧。
6)浸漆罐的盖打开后,罐体上部沿口法兰到地面的高度不超过1600mm(包括支撑底脚、安装底板和槽钢等)。罐盖打开后,最高点离地面不超过3100mm。
7)真空泵选用2X-30A旋片式真空泵。
8)浸漆罐在抽真空时,在6~7min内真空度应达到-0.095MPa。真空管道应置于罐体顶部。
9)浸漆罐、储漆罐、真空泵、过滤器和缓冲器等,整体安装在厚度≥5mm的铁板和8号槽钢上。(分体运输,现场组装调试。)
10)浸漆罐应设500mm宽固定短梯,以便于观察、操作和吊装。
11)真空浸漆设备配分体式吊篮(含吊环)三只。每只吊篮分别吊入和吊出,三只吊篮层叠在浸漆罐内。每只吊篮的高度分别为400、300和200mm(不算吊环高度),三种吊篮每种高度各做1只;若包括吊环尺寸,则吊篮总高度应≤600mm。吊环允许做成活动式,但应便于吊装。每只吊篮应能承重800Kg。(吊篮外径尺寸与浸漆罐体相配合。)
12)阀门采用不锈钢阀门。
13)浸漆罐上部电动葫芦的工字钢轨道离地3500mm。
用真空浸漆设备对电机定子进行浸漆,但定子总是生锈,如何解决?
首先你的 工艺路线是对的 冷静的想想 真空浸漆的环境远比 你手工浸漆的环境 苛刻你要深信 正常的真空浸漆工艺是绝对不可能生锈率比手工浸还高的理论上将只会手工浸 有生锈 而且你的绝缘漆都没有变建议你从两...
小型电动机修理门市部没有必要;有点像用打蚊子;那是大型电机修理厂或电机制造厂配备的设备。
个人感觉,不是不滴漆,是因为淋漆时间太短,由于效率,急于,进入浸漆炉,高温后由于漆厚而造成漆不干,粘性太大!工时可提前,但,一定控制淋漆时间,你会发现出来的产品是薄薄很平整的一层漆.建议中.

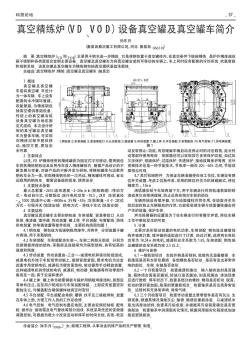 真空精练炉(VD、VOD)设备真空罐及真空罐车简介
真空精练炉(VD、VOD)设备真空罐及真空罐车简介
真空精练炉(VD、VOD)设备真空罐及真空罐车简介
真空精练炉(VD和VOD)主要用于钢水进一步精炼。它是将钢包置于真空罐体内,在真空条件下脱碳精炼。是炉外精炼超低碳不锈钢和各类高级合金钢主要设备。真空罐及真空罐车为将真空罐安装到可移动的车辆上,车上同时设有配套的冷却系统、吹氩管路和观察系统。该真空罐及真空罐车为精炼钢包抽真空提供基础承载体。
 真空泵设备工作原理
真空泵设备工作原理
真空泵设备工作原理
真空泵设备工作原理 CG-17玻璃三级高真空油扩散泵 GG-17玻璃膨胀系数低, 能更好地耐受很高的温度差变, 故该泵比同型 泵能受得起高温而且使用寿命也更长。 该泵适用于电子工业, 如电子管。 显象管。 X光管,以及半导体单晶硅的冶炼提纯,高沸点的油脂蒸馏提 纯分离,日光灯,保温瓶高真空排气的仪器。 工作原理 先由转动真空泵把系统抽到 10~2Pa扩散泵油被加热沸腾 ,以高速从喷 出的油蒸汽流不断将系统内气体分子带到泵的侧臂弯管球泡处集结 ,待 气体密度达到机械真空泵的工作范围而被抽出 ,从而逐渐获得高真空 . 水环式真空泵 /液环真空泵工作原理 水环真空泵 (简称水环泵 )是一种粗真空泵,它所能获得的极限真空为 2000~4000Pa,串联大气喷射器可达 270~670Pa。水环泵也可用作压缩 机,称为水环式压缩机,是属于低压的压缩机,其压力范围为 1~ 2×105Pa表压力。 水环
中电变压器现有员工340多人,总资产1.8亿元(RMB),拥有一座约10000平方米的现代化钢结构厂房,4套变压器的铁心剪切线、3台箔绕机、4套VPI真空浸漆设备及华东地区最先进的变压器检测系统、科研设施等设备,技术力量雄厚,具备开发制造各类电力变压器和电力设备的能力。2100433B
注册资本1500万元,占地面积38000平方米,建筑面积28000平方米,现有员工200人。注册商标“盛灵”多年被评为“ 江苏省公认名牌(产品)”,“无锡市知名商标”公司配置了数控加工中心、真空浸漆设备、动平衡机械设备、自动绕线等先进制造设备及各种检测、调试设备。引进6S生产管理系统,采用先进的精益生产管理系统。除了优质的售前、售中服务,公司还配备多名技术精湛的售后维修人员,为国内外用户提供了高效快捷的售后服务。
电机生产厂家批量生产电机时,要购真空浸漆设备,该设备由专业厂家提供。一般修理厂家利用电加热棒加热定子至一定温度后翻转,定子口朝上进行双面灌漆。灌漆时底部有盛漆装置。灌完漆需待两小时以上再放入烘箱,先低温烘三个小时,再高温烘18小时。累计24小时后出炉。目的是固化线棒绝缘与槽内外导线绝缘,以防震动破坏绝缘结构。请除定子内腔中的残漆即可装配。
