一、概述
热裂纹常发生在铸件最后凝固并且容易产生应力集中的部位,如热节、拐角或靠近内浇口等处。热裂纹分为内裂纹和外裂纹。内裂纹产生在铸件内部最后凝固的地方,有时与晶间缩孔、缩松较难区别。外裂纹(如图1所示)在铸件的表面可以看见,其始于铸件的表面,由大到小逐渐向内部延伸,严重时裂纹将贯穿铸件的整个断面。

图1 铸件的外裂纹
宏观裂纹:由于热裂纹是在高温下形成的,因此裂纹的表面与空气接触并被氧化而呈暗褐色甚至黑色,同时热裂纹呈弯曲状而不规则。
微观裂纹:沿晶界发生与发展,热裂纹的两侧有脱碳层并且裂纹附近的晶粒粗大,并伴有魏氏组织,如图2所示。
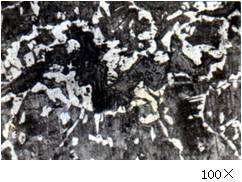
图2 热裂纹附近的内部组织
二、热裂纹的产生原因
1.热裂纹形成的温度范围
熔模铸件的热裂纹到底是在什么温度下发生的,长期以来说法不一.到目前为止归纳起来仍有两种:其一,热裂纹是在凝固温度范围内但接近于固相线温度时形成的,此时合金处于固-液态;其二,热裂纹是在稍低于固相线温度时形成的,此时合金处于固态。
有人对碳钢铸件热裂纹形成的温度范围进行了研究。用X射线拍摄的办法,将铸件形成热裂纹的温度范围记录下来(如图3所示)。不管碳钢铸件含碳量多少,形成热裂纹的温度范围都在固相线附近。
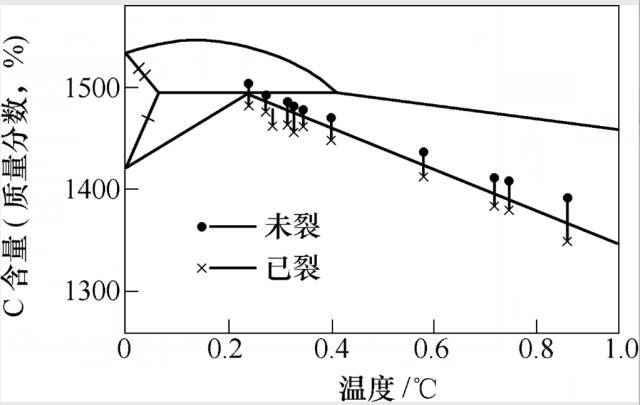
图3 热裂纹形成的温度范围
2.产生原因
热裂纹是铸件在高温时,由于冷凝时收缩受到阻碍而产生的;因此产生熔模铸件热裂纹的主要原因如下:
(1)铸件在高温时的强度较低和塑性较低。
(2)铸件的铸造应力大。
三、热裂纹的防止措施
1.提高铸件在高温时的强度与塑性
(1)合理选材 选材是一项极为复杂的技术和经济问题。所渭合理选材就是选用的材质应该同时满足铸件的使用性、工艺性和经济性。对于铸件而言,主要是铸造工艺性(热裂性、流动性和收缩性等)。如果该材质的铸造工艺性能不佳,热裂倾向性大,那么浇注出来的铸件产生热裂纹的废品率就高。
(2)保证熔炼质量 在铸钢合金成分中,最有害的化学成分是硫。当wS>0.03%,以O.05%的临界铝含量脱氧,硫化物以链状共晶形式分布时,塑性很低,易引起热裂纹。在熔炼时,可以加入适量的强脱硫剂稀土元素,以减少合金中的含硫量。只要稀土元素的加入工艺合理,其脱硫效果为40%~50%:并且稀土元素能细化晶粒,改变夹杂物的形态与分布,从而减轻了热裂纹的程度(指裂纹的大小与深浅)和降低了热裂纹的数量。
另外,分布于铸钢晶界的低熔点夹杂物将降低它的强度和塑性,并且随着夹杂物的增多,强度和塑性下降,促使形成热裂纹。在熔炼时,应选用干净、清洁的炉料;采用合理的熔炼工艺,加强操作,才能保证熔炼质量。
2.提高型壳的退让性,减少铸造应力
(1)铸件的结构 其与形成热裂纹的关系很大。结构不合理,如壁厚相差较大、热节较多而且较大、壁厚薄的转角处圆角太小或呈尖角引起应力集中等,均会引起热裂纹的产生。
铸件的壁厚不匀,导致铸件的冷却速度不一致。薄壁处先冷凝,并且有一定的强度,其对厚壁处的冷凝收缩起到阻碍作用(使厚壁处收缩时受到拉应力)。当阻力超过此时厚壁处合金的强度极限时,就产生热裂纹。
铸件壁厚薄的转角处圆角太小或呈尖角,引起应力集中,促使热裂纹的产生;圆角太大,又出现新的热节。因此,应通过实验选择适当的铸造圆角。
(2)浇注系统 浇冒口的设置可能造成铸件收缩时的热阻碍和机械阻碍。铸件在靠近内浇道的部位,凝固的较晚、冷却较慢。因此,铸件在此薄弱的部位容易引起热裂纹。如果将内浇道分散,使金属液从几处进入型腔,就能分散热应力,减少铸件收缩时的热阻碍和机械阻碍,防止或减少热裂纹的产生。
为了使熔模铸件顺序凝固,以利于补缩,而把内浇道设置在铸件厚大处。这使铸件上的热量分布极不均匀,产生较大的温度梯度,铸件收缩很不一致,易造成热裂纹。这就需要改变内浇道的位置,使铸件由顺序凝固变为同时凝固。铸件各处的温度均匀,冷凝较一致,可以减少或防止了铸件形成热裂纹。这样做可能减少了热裂纹,却可能使铸件产生缩孔和缩松。
(3)浇注工艺 浇注温度和浇注速度对铸件产生热裂纹的影响比较复杂。一般来说,对于薄壁件宜采用较高的浇注温度和较快的浇注速度。这可以使铸件温度很快趋向均匀,防止局部过热,同时可以使铸件冷凝较慢,减少铸件的收缩应力,从而减少或防止热裂纹的产生。对于厚壁件宜采用较低的浇注温度和较慢的浇注速度。如果厚壁件也采用高的浇注温度和快的浇注速度,则金属液的收缩大、晶粒粗化,更易使铸件产生热裂纹;严重时将使铸件同时形成热裂纹和缩孔(如果两个缺陷出现在同一个部位,即为缩裂)。
(4)型壳的退让性 铸件在冷凝过程中收缩受到型壳的阻碍时产生了收缩应力,收缩应力的大小直接影响到铸件是否产生热裂纹。因此,提高型壳的退让性非常重要。型壳的退让性好,则铸件收缩时的阻力小,形成热裂纹的可能性小。
有的企业在型壳第三层以上的各层中加入适量的木屑等或在保证型壳高温强度(以浇注时不跑火为限)的情况下,减少型壳的层数,提高型壳退让性,减少热裂纹。
这里需要特别指出的是,产生热裂纹不仅与型壳退让性的大小有关,更重要的是与其退让性产生的时刻有关。例如:目前国内的熔模铸造多采用石英砂(粉)做为耐火材料,在自然界中出现的石英大多是低温型的,且主要是以β-石英存在。用石英制成的型壳,在加热至573℃时由β-石英转变为α-石英。这时随着多晶转化体积骤然膨胀,线膨胀值达1.4%,对型壳的热稳定性影响最大。至于573℃以上的多晶转化,由于进行得很缓慢,需要较长的时问,程度也较轻微,故对型壳的热稳定性影响不大。要使石英型壳具有较好的退让性,就必须使型壳在浇注时的温度高于573℃;反之,金属液注入型腔使型壳温度迅速上升,体积急剧膨胀,铸件冷凝收缩时,产生很大的应力,易形成热裂纹。
四、生产实例
锁紧圈(见图4)是某产品上的一个熔模铸件。材质RZG45,采用石英砂(粉)为耐火材料,以水玻璃为粘结剂的高强度型壳,每组12件。原浇注时型壳温度为180~200℃,结果因热裂纹而报废的铸件很多,据两个月的不完全统计,废品率平均为56.6%,最高一炉的废品率为94.7%。
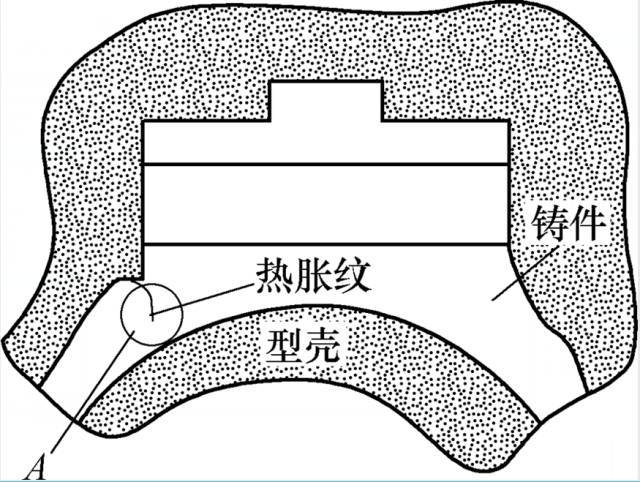
图4 锁紧圈热裂纹示意
从图4可以看出,锁紧圈在凝固过程中A处是热节,此处冷凝较晚、速度较慢,铸件收缩受到型壳的阻碍,产生了热应力和收缩应力。在浇注时型壳的温度较低,恰在铸件冷凝收缩时,型壳受热急剧膨胀,使应力再次增加,再加上A处有尖角产生应力集中,故此处非常容易产生热裂纹,使铸件废品率很高。
1.试验过程与结果
在500kg无芯工频感应炉(酸性炉衬)中进行熔炼。炉料选用45钢料边和RZG45返回料(按照工艺要求)。当炉温升至1580~1600℃(光学高温计,未校正)时,用铝终脱氧,控制钢液的浇注温度为1540~1560℃。
型壳经(860~880)℃×2h焙烧,出炉后在不同的时间(因无法检测浇注时的型壳温度,而采用时间分别为3min,5min、8min、12min)开始浇注锁紧圈。
目视检验结果:3min开始浇注228件,5min开始浇注104件,8min开始浇注110件,均没有热裂纹。12min开始浇注91件,有9件产生热裂纹,废品率为9.89%。
按照锁紧圈的实际使用状态进行热处理,锁紧圈在(880~900)℃× 1h,正火;(840~860)℃×20min,淬火;500℃×1h,回火处理后使用。把试验浇注合格的锁紧圈按同样的热处理工艺进行处理,结果:3min开始浇注228件,5min开始浇注104件,热处理后没有发现热裂纹;8min开始浇注110件,热处理后发现2件产生热裂纹;12min开始浇注剩余的82件,热处理后发现27件产生热裂纹,废品率为32.93%。
由此可见,随着开始浇注时间的延长,铸件的热裂纹增加。即原来小的、轻微的热裂纹在热处理过程中进一步扩大。
2.实施检测
按照锁紧圈的实际使用情况,采用模拟式进行破坏性试验(除去3min和12min开始浇注的锁紧圈,探索5min和8min开始浇注的锁紧圈)。
(1)用测扭矩扳手测试锁紧圈承受的力矩,其结果表明:5min和8min开浇时间锁紧圈的硬度为25~35 HRC,平均承受力矩为600kg•cm(产品要求承受力矩为180kg•cm)。
(2)用lOt液压机测试锁紧圈承受的压力(进行此项测试时,必须采取有效措施注意人身安全),其结果表明:5min开始浇注锁紧圈的平均承受压力6458kg,高于8min开始浇注锁紧圈的平均承受压力5878kg。
(3)矿山试验。把剩余的302件锁紧圈分别送到不同煤矿中的三个试验点,经现场使用半年,没有一个损坏。
(4)热壳浇注工艺。钢液浇注温度1540~1560℃,型壳于860~880℃出炉后≤6min或8min开始浇注(室温约低于20℃时,取6min,此外取8min)。
(5)生产验证。采用热壳浇注后工人的劳动条件相比较差,笔者制作了一付简单的吊具,对操作工人的劳动条件有所改善。
锁紧圈采用热壳浇注后,据9个月的生产统计,共交检锁紧圈24343件,因热裂纹废掉879件,废品率为3.61%。另进行一次使用砂轮磨削检验,共磨检锁紧圈4307件,热裂纹104件,废品率为2.41%。
结语
综上所述,通过热壳浇注,改进铸件结构,改变浇注系统,减少型壳层数,以及添加稀土等措施,降低、甚至消除了铸件的热裂纹。
总之,只要采取提高铸件在高温时的强度与塑性,提高型壳的退让性,以及减少应力的措施,就可有效减少或消除铸件的热裂纹。
来源:金属加工(热加工)

 热轧带钢边部黑线产生机理
热轧带钢边部黑线产生机理