
这是TPV会议上,评分很高的内容,是来自克劳斯玛菲贝尔斯多夫公司德国专家,现在分享给大家。首先来看下公司介绍:
中国化工集团2016年全资100%的收购了克劳斯玛菲集团全球的业务,克劳斯玛菲是世界上最强、最大的塑料、橡胶机械集团,1838年成立于德国慕尼黑,有近200年的历史,是一家非常老牌的德国机械工厂。起家产品是坦克(豹式),有军工背景。现在是集3大核心塑料、橡胶机械技术为一体的一家企业。
在2007年克劳斯玛菲收购了贝尔斯多夫公司,也是我们今天核心讲的贝尔斯多夫挤出技术。贝尔斯多夫起家于1897年,起初为德国大陆轮胎提供配套。在橡胶领域有100多年的历史。同时贝尔斯多夫的双螺杆挤出机在改性造粒领域非常出色,改性造粒的龙头金发科技80%的进口设备就是贝尔斯多夫提供的。大概现在有40台设备。贝尔斯多夫是一家集橡胶技术和塑料机械技术为一体的非常完美的公司。
报告分为5个小部分:
公司介绍
双螺杆挤出机在共混工艺的应用
双螺杆挤出机在TPV配混方面的应用
原材料处理
小结
二、双螺杆挤出机在共混工艺的应用分类型可以分为非连续的混合连续的配混。
非连续性就是把所有的材料混在一个容器进行分散或配混,它的喂料、分散、配混是按照时间顺序进行的。
相对而言,续性的配混,计量、喂料、分散等等都是同时进行的,同时喂人物料,位置不同,时间上是同时的。
相对于非连续性的,其中一个很大的区别就是它的能量可控,波动是没有的,是一个连续性的能量消耗。
一般来说连续性的共混是相对难以控制的,但是总体来说它更加的经济,会带来更多的好处。但非连续性的也不是一无是处,它有它的亮点。
对TPV方面的造诣来讲,我们是采用连续性的共混。
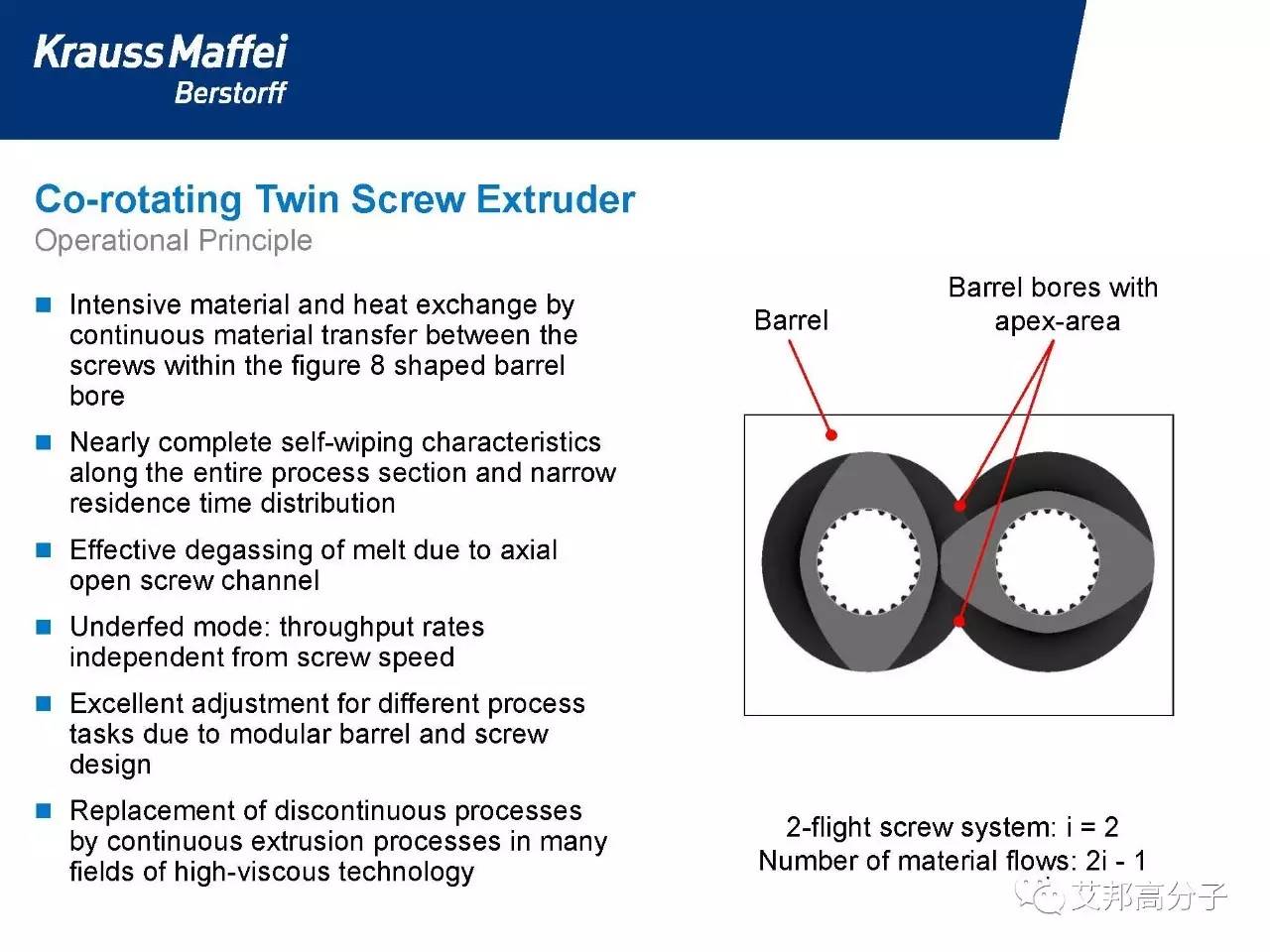
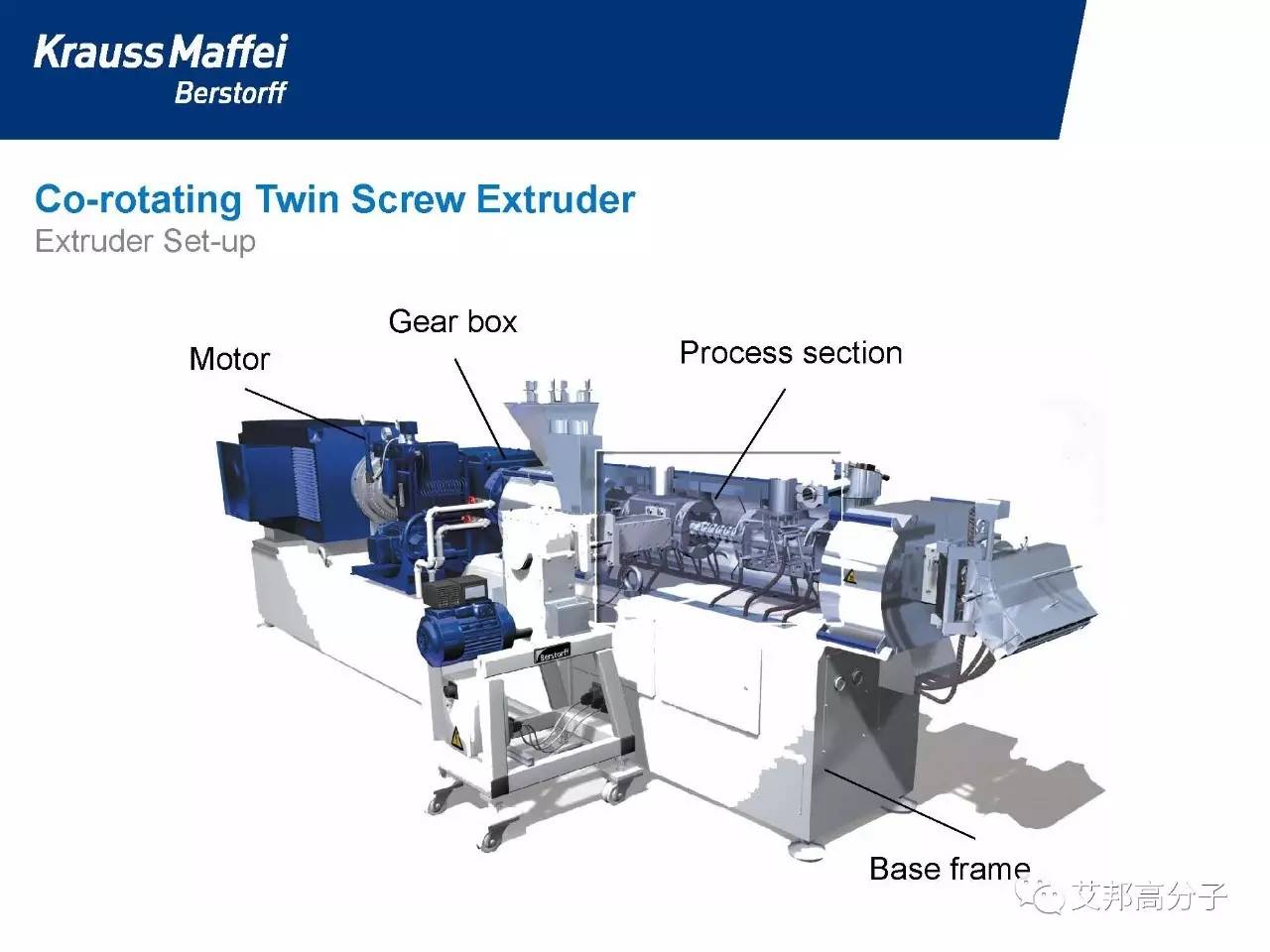
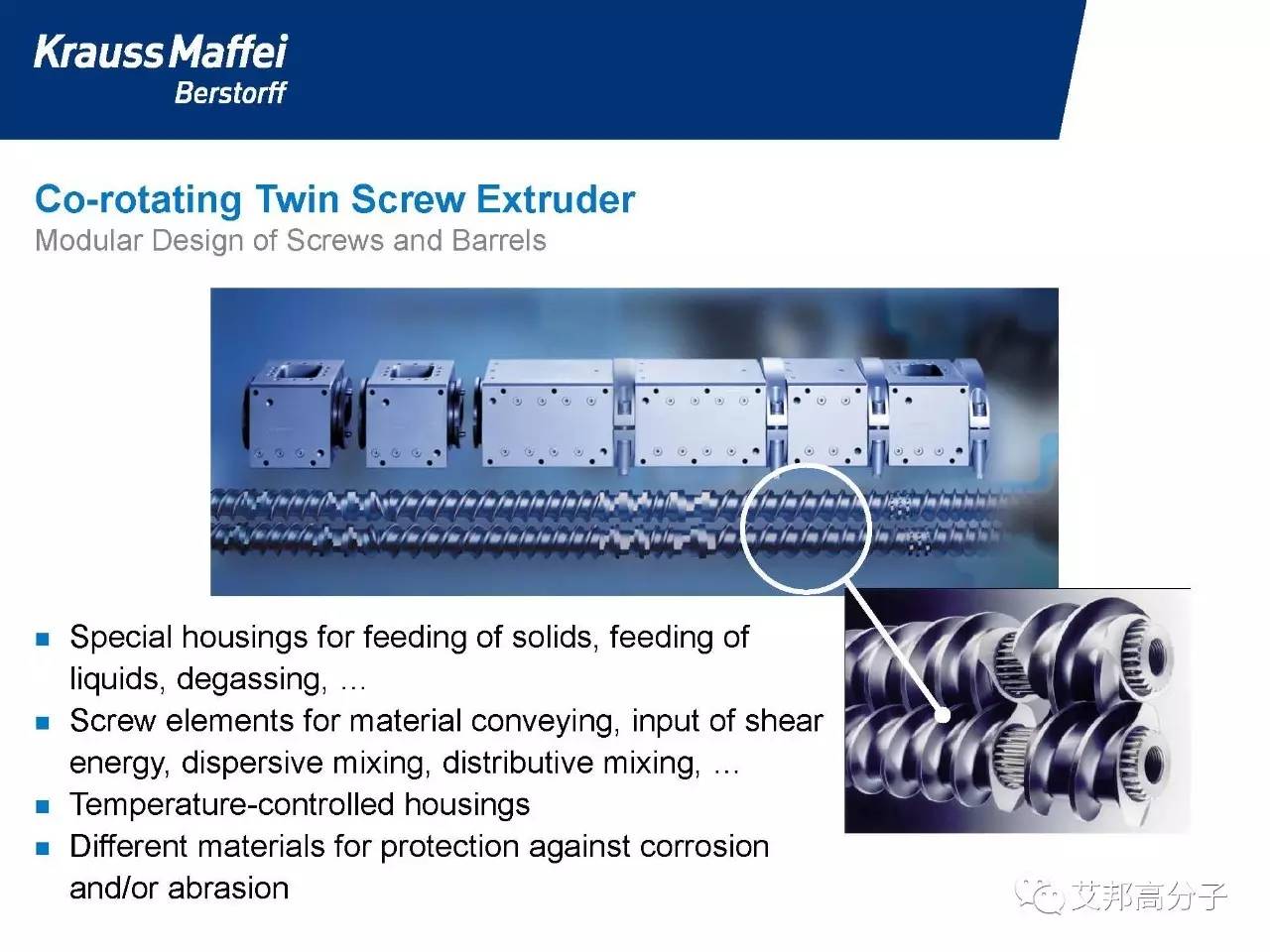
简单来说它的结构是非常好的,是一个完全闭合的设计。这边是比较常用的双头螺纹的设计,它可以非常快的实现熔体翻新率,同时它的热交换非常的迅速。很多产品的设计是相通的,具备自清洁性,同时在排气的时候有优势。它的喂料模式是饥饿式喂料,到达一定的点之后它的产量、转速,并没有关联,相对独立。同时双螺杆还有一点非常好的,它是完全模块化的,可以针对各个不同工艺的需要有不同的个性定制。在很多高粘度的物料时,可以使用双螺杆挤出机代替非连续性的工艺。
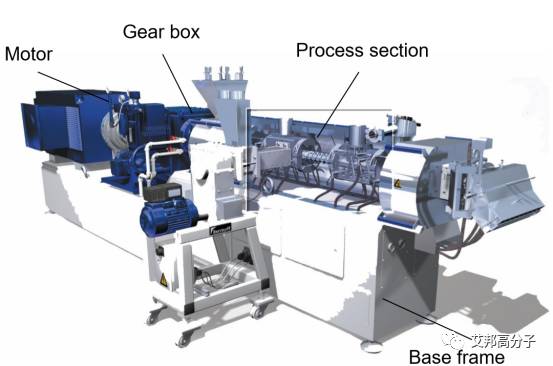
这是一个挤出机的大概构造,底座、工艺单元、驱动部位的电机、螺杆还有模头等等是一个完整的机器。喂料包括主喂料,侧向喂料机等完整的体系。
三、双螺杆挤出机在TPV方面的应用
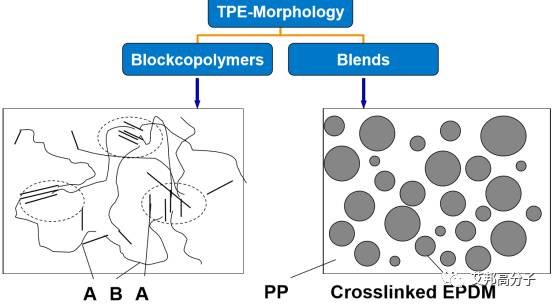
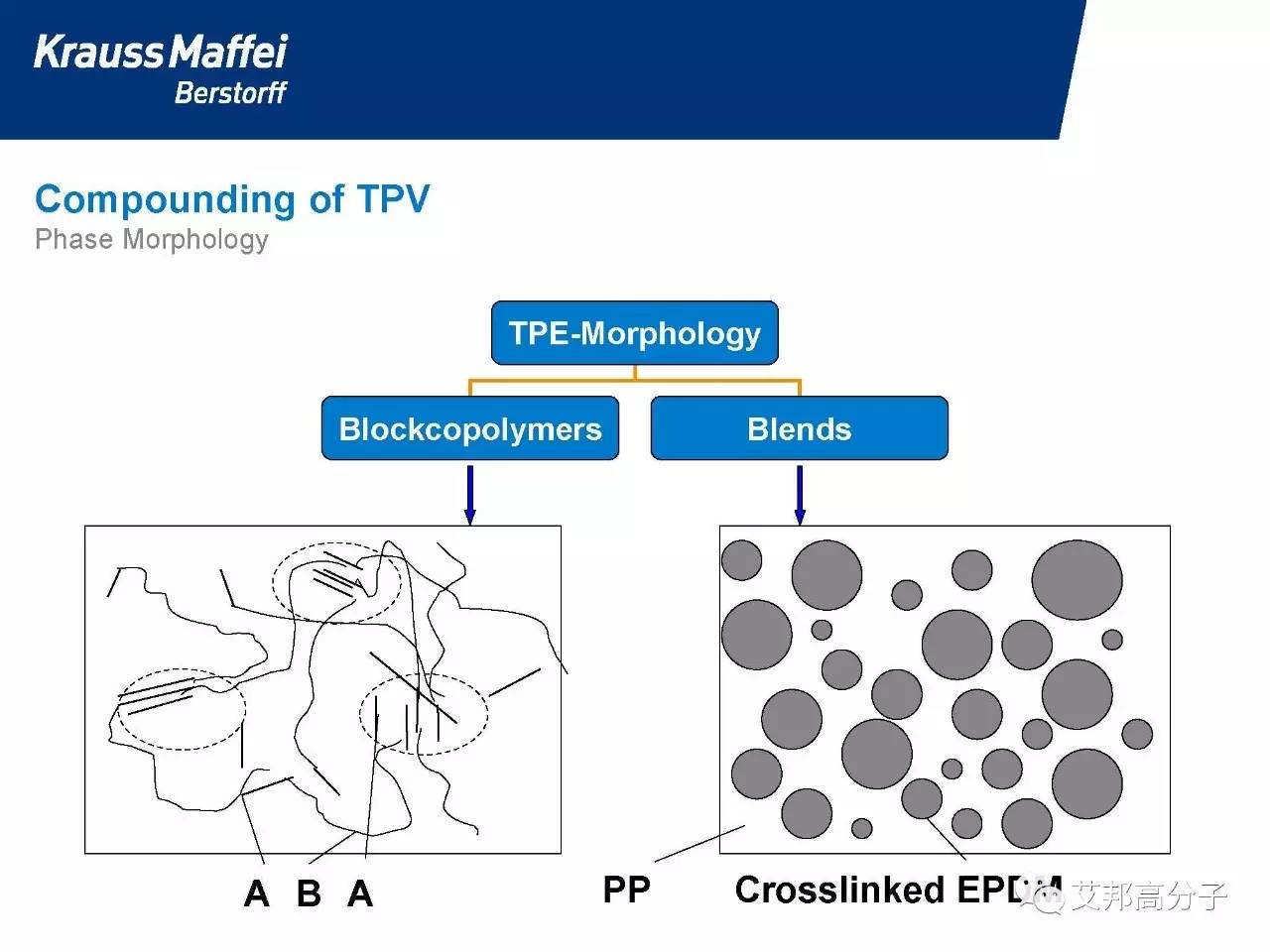
这是TPE的微观结构,按照它的不同分为两类,一个是共聚物,一个是合金。TPV当然是非常典型的PP和EPDM的合金,交联的应用。PP和EPDM交联的TPV是最常见的,当然还有其他的一些新的开发的技术。
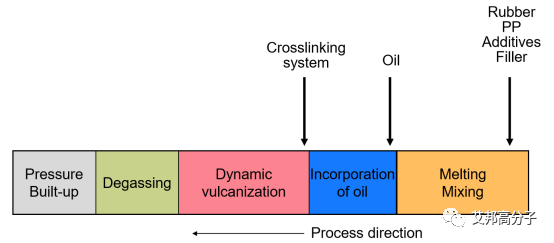
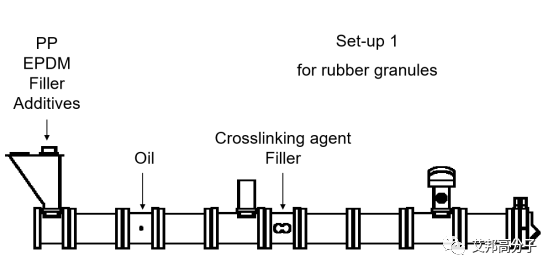
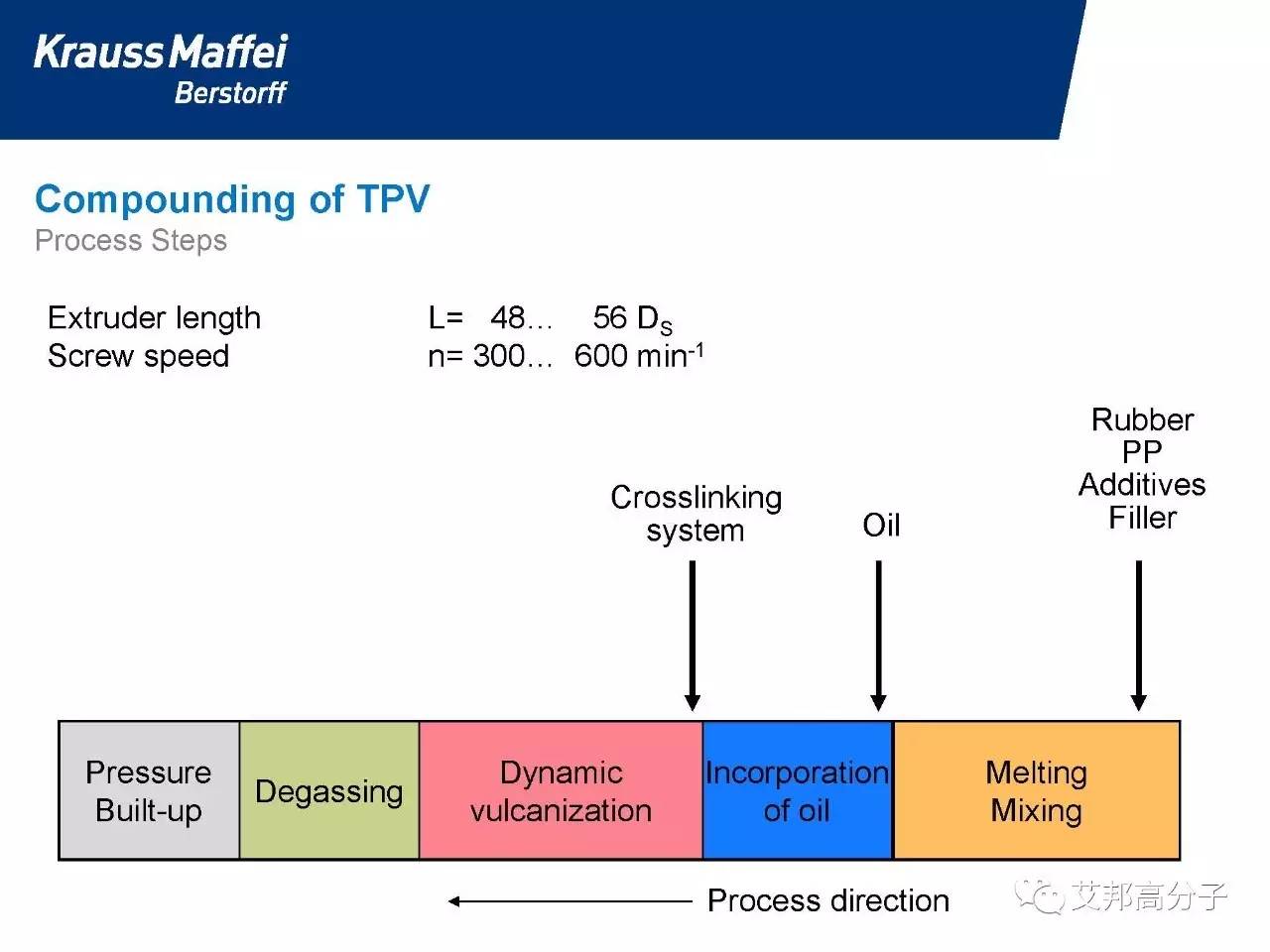
在挤出机上面我们看一下他比较典型的加工步骤。
首先在主喂料处加入橡胶PP、助剂,还有填充物,在这个区域实现融合共混。
第二步加入润滑油。
接下来第三步是整个工艺里面最具意义,也是最难控制的一部分,就是动态交联的过程。
第四部分就是排气,当然了它肯定是真空的排气。现在也越来越多的关注,VOC啊,确实也是非常重要的一点。
最后一步就是建压的混合挤出。总而来说就是这5部分。
我们一般推荐总体机器的强度,在48-56D之间,主机的转速在300-600之间,这取决于不同的工艺和材料。
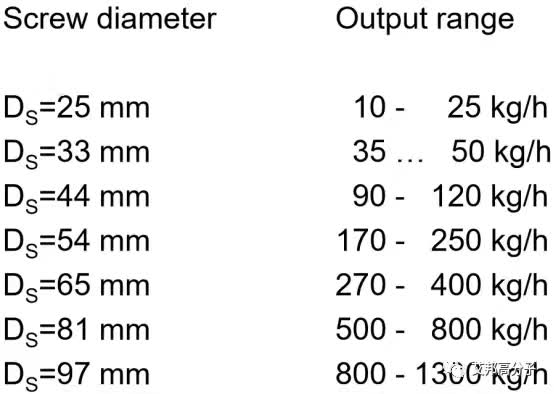
这一部分是贝尔斯多夫的挤出机在TPV领域应用的主要机型,包括实验机型,十公斤到几十公斤的25/30机,到最后的97机可以达到1300kg/h,涵盖的应用领域非常广,当然它的产量范围还是取决于物料本身的特性和配方。
这是一个比较典型的TPV配方。这个配方可以达到到硬度Shore-A 50-60之间。

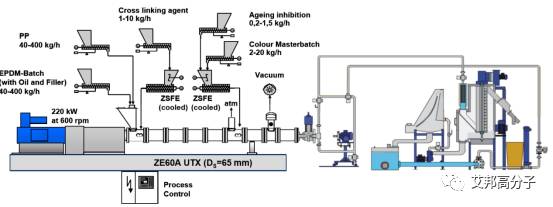
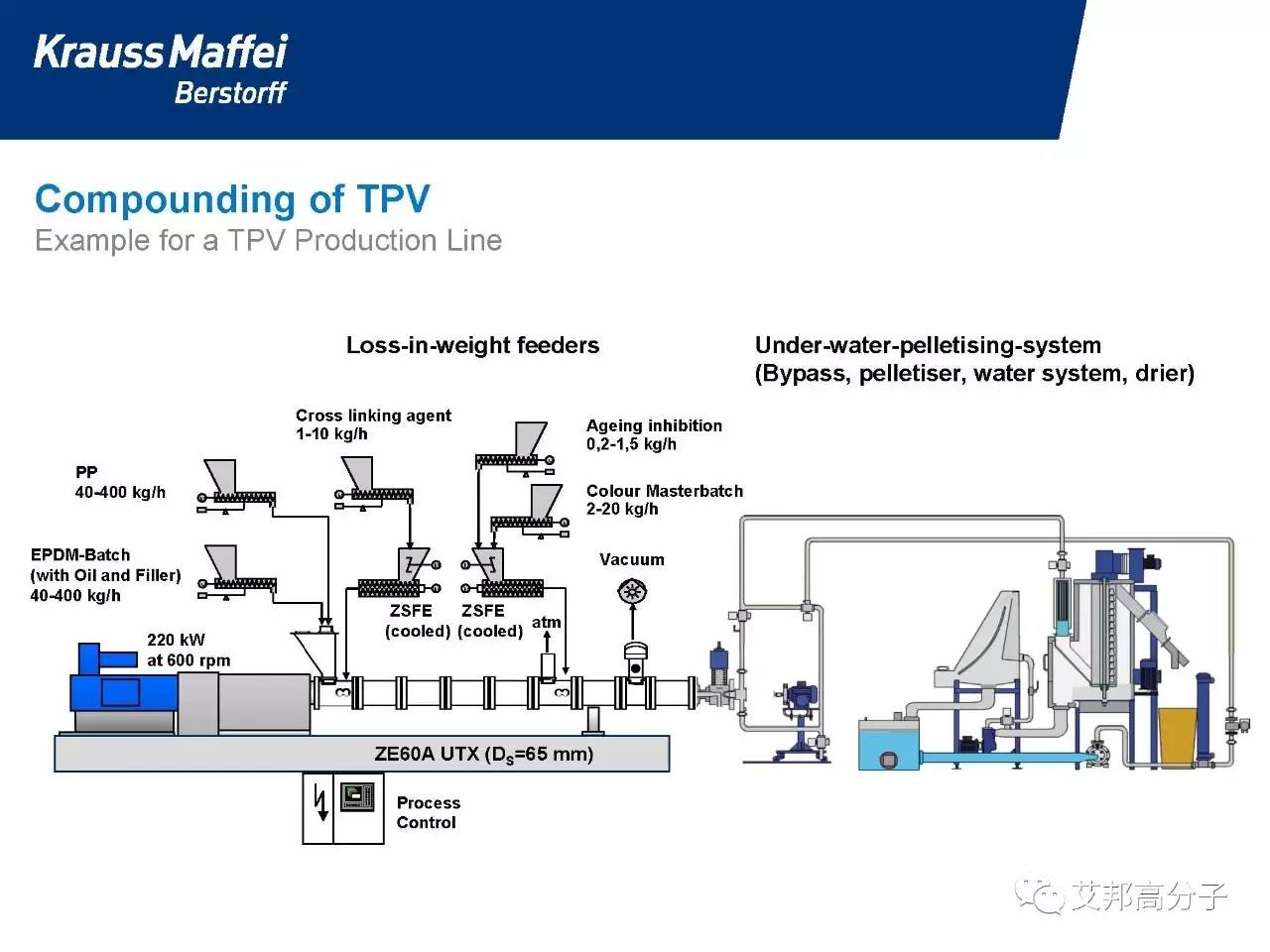
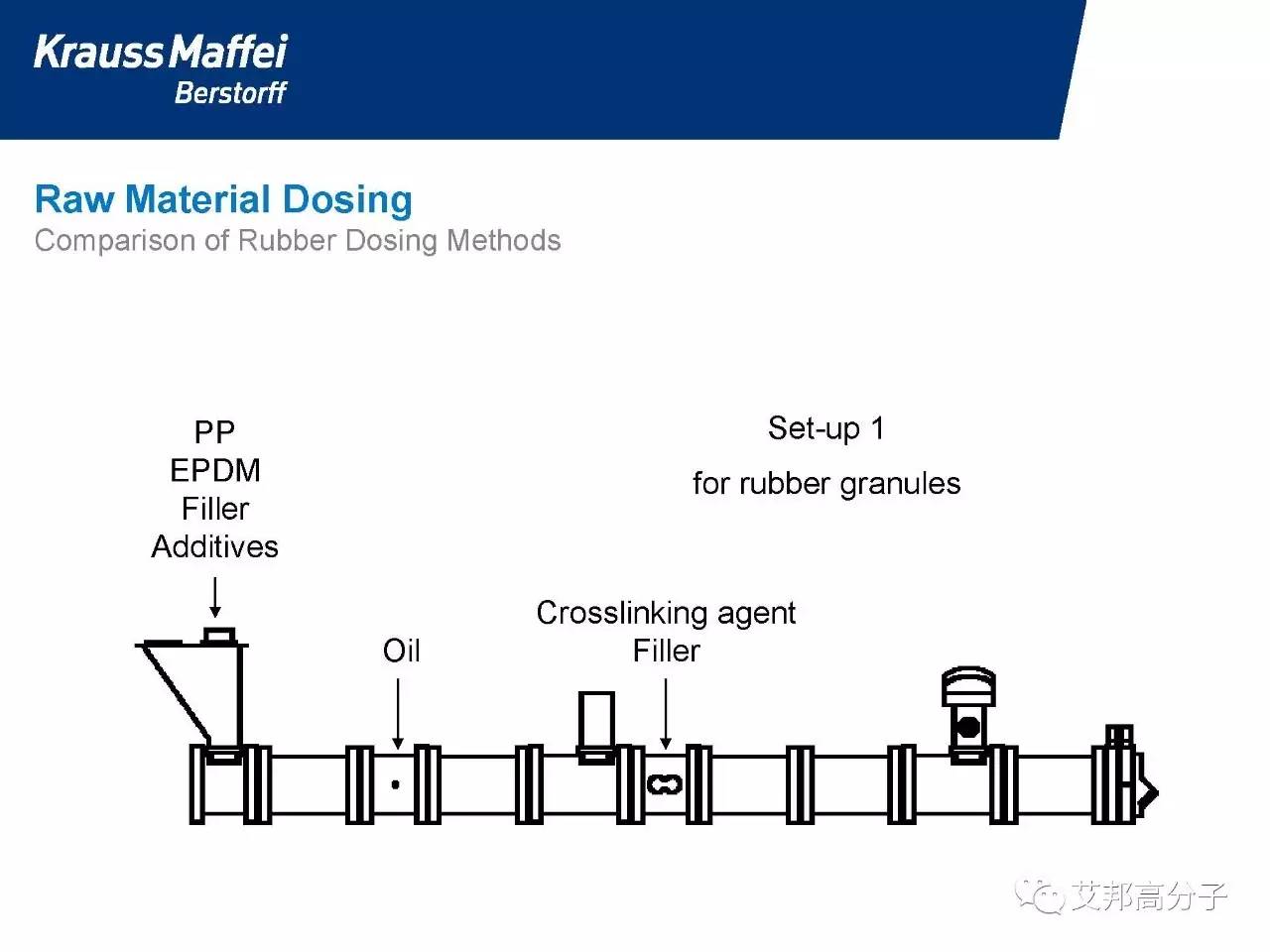
这是一个非常典型的TPV转性工艺流程图,这是一个60机,但实际它的螺杆之间是65mm,核心是挤出机,上面是一整套的喂料系统。主喂料我们加入的是PP料,EPDM,已经处理好的填料。旁边有个小的侧向喂料机,可以喂入交联剂。
四、原材料处理
这一部分非常核心的部分就是计量、喂料。挤出机是输出的过程,前端喂料是输入的过程,如果前端的输入处理的不精准,输出结果就没那么好。这是非常关键的步骤。
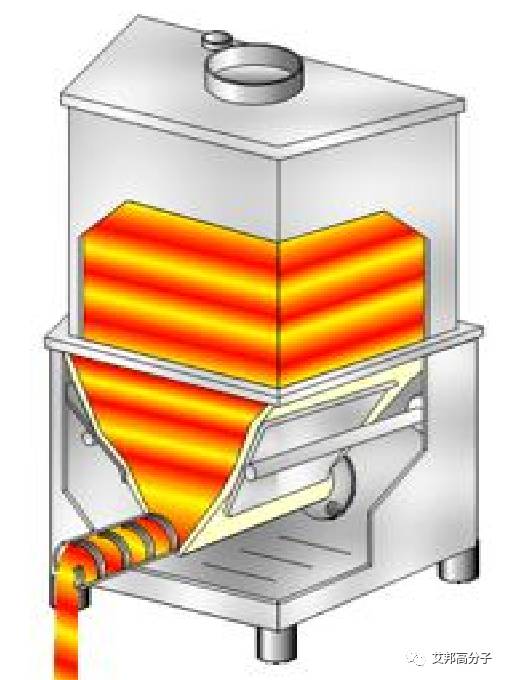
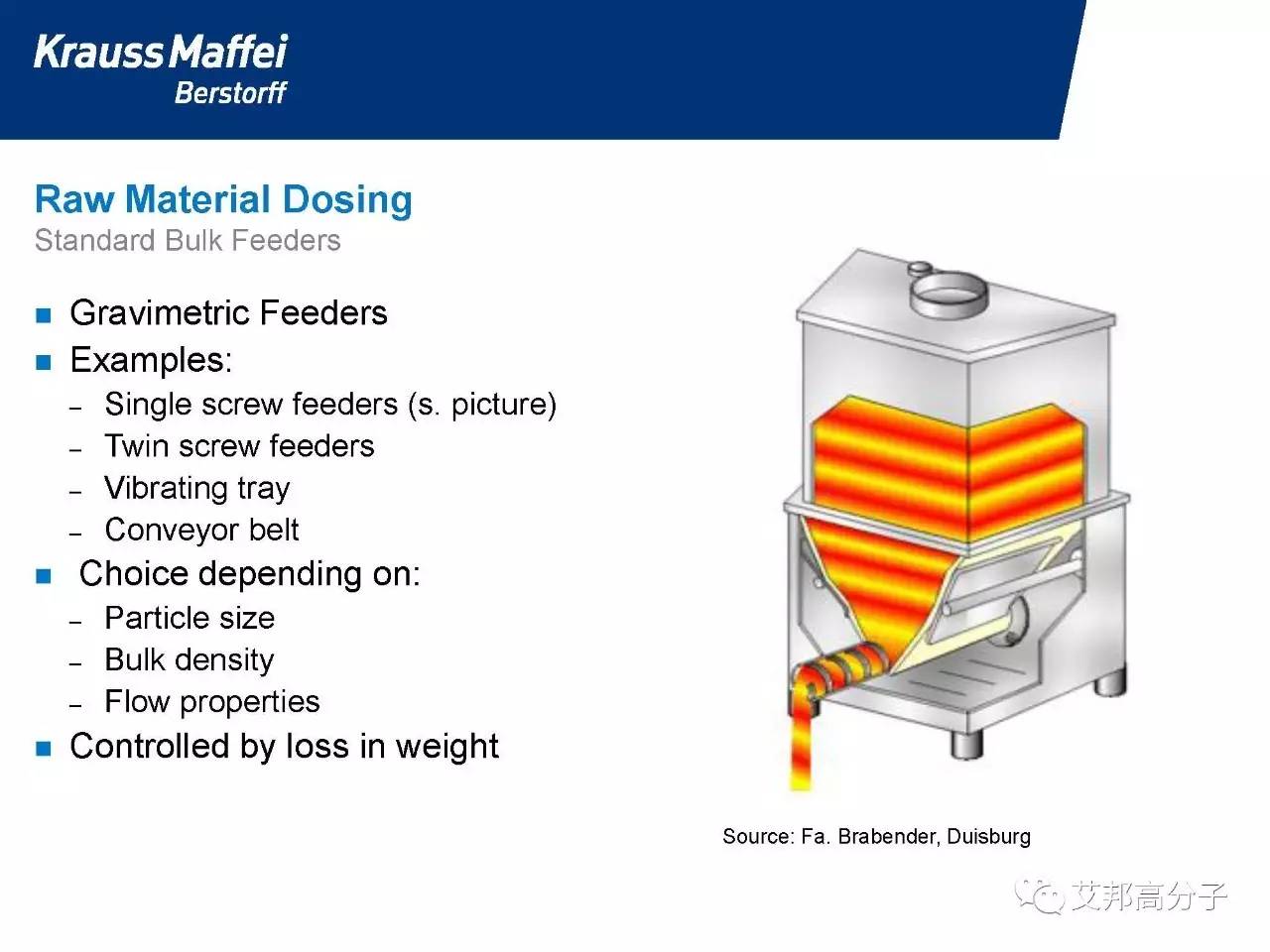
这是一个比较典型的失重式喂料器,根据不同的物料的不同特性分为单螺杆的、双螺杆的、震动盘的、输送带式等各种不同的形式。
选择主要看3个部分,粒径多大,密度多少,物料的流动性。通过失重式的控制,非常精准。
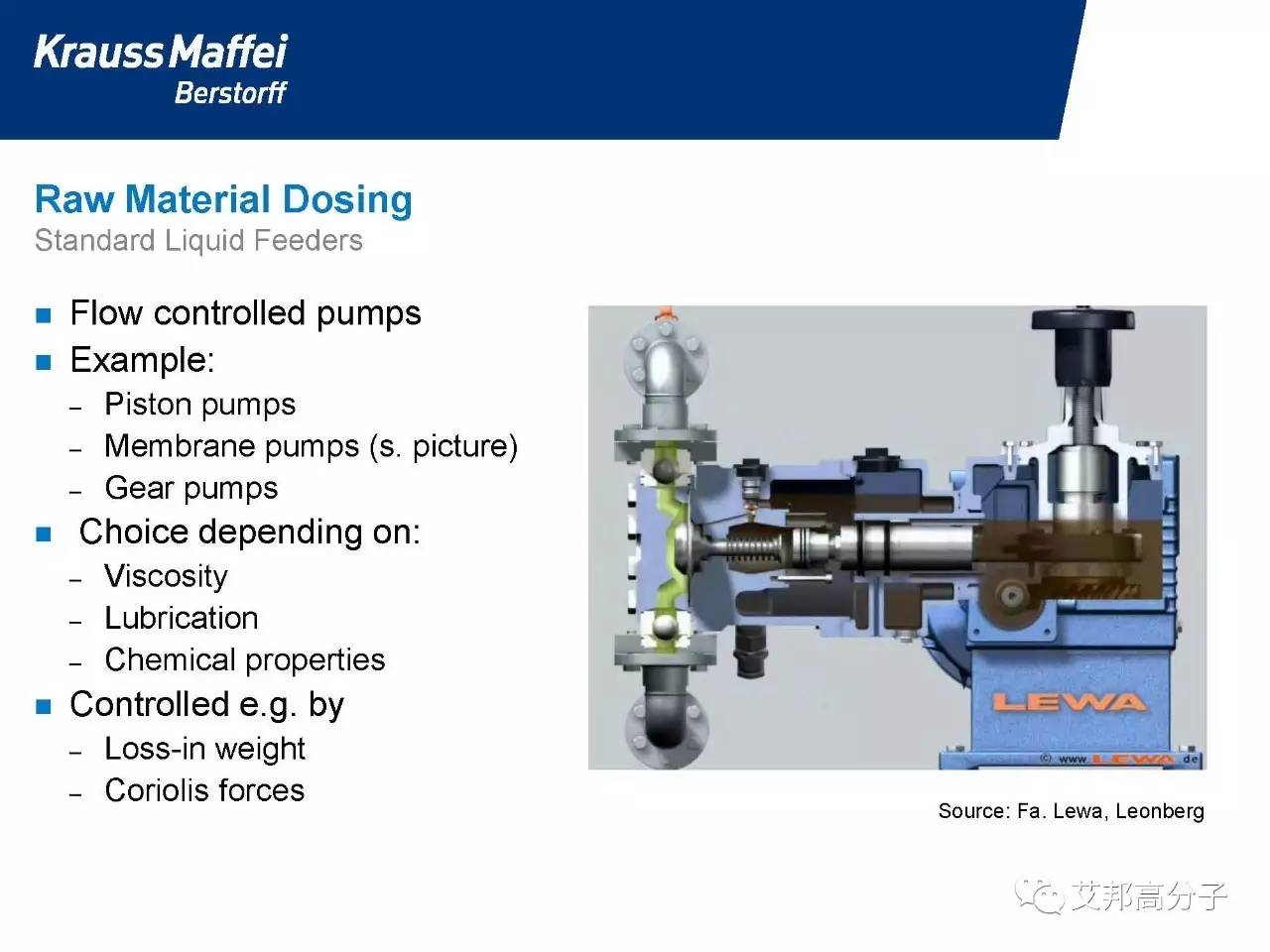
刚才的失重式喂料机主要是针对一些标准的物料处理,下图是液体式喂料机,难度相对大一些,它分为几种主要的模式,有柱塞泵、隔膜泵、齿轮泵。
它的选备基于几个方面,熔体粘度、润滑程度、化学性能。控制是通过失重式。

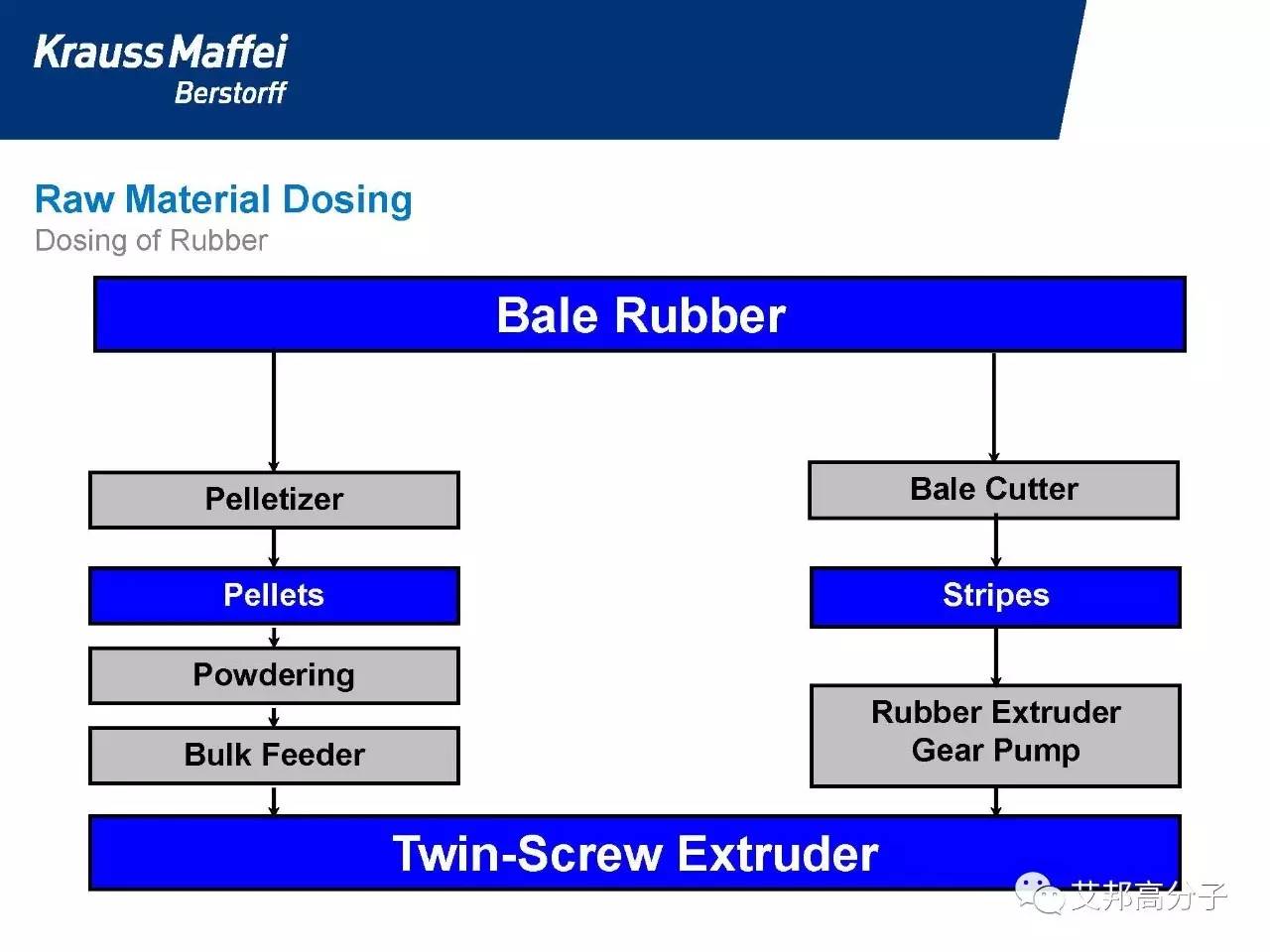
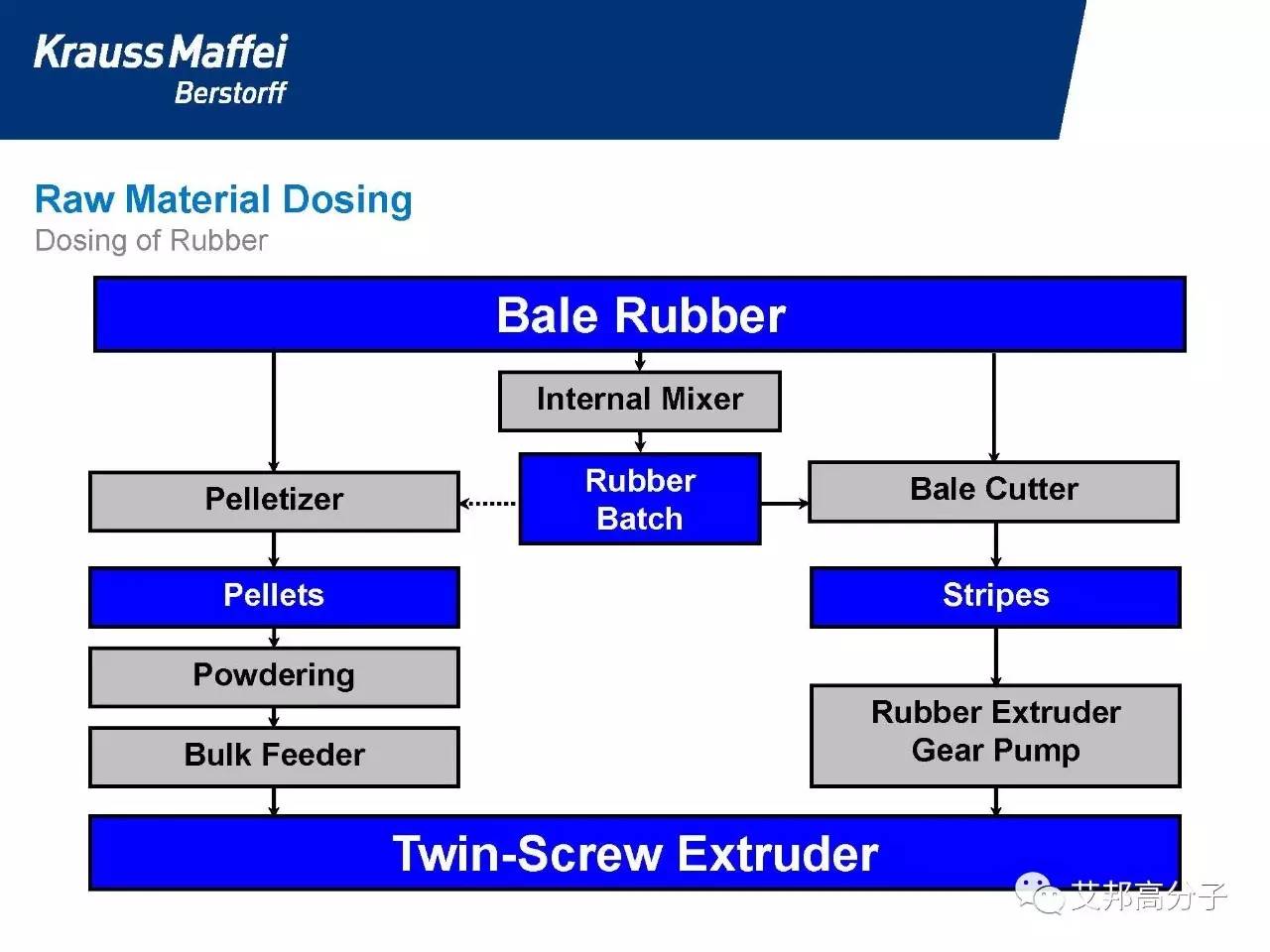
橡胶不算是固体也不算是液体,如何把它从原始的块状胶加入到双螺杆挤出机里面去,有几种途径。
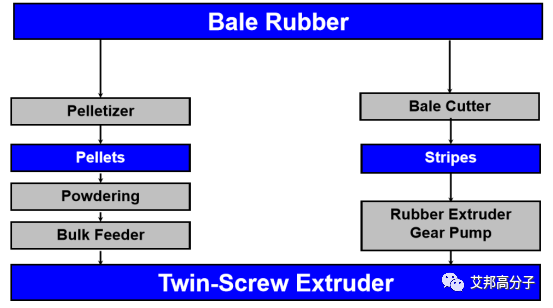
这是比较典型的一种形式,通过切粒系统,把它切成规则的形状、粒子,然后通过软化剂,然后通过批量式喂料机把它喂入双螺杆挤出机。但是橡胶从本质上讲是一个非常高粘度的液体,用过着这种方式喂料会产生很多问题。
还有一种方式就是通过胶块的切割机,将胶块切成一个个的小条。
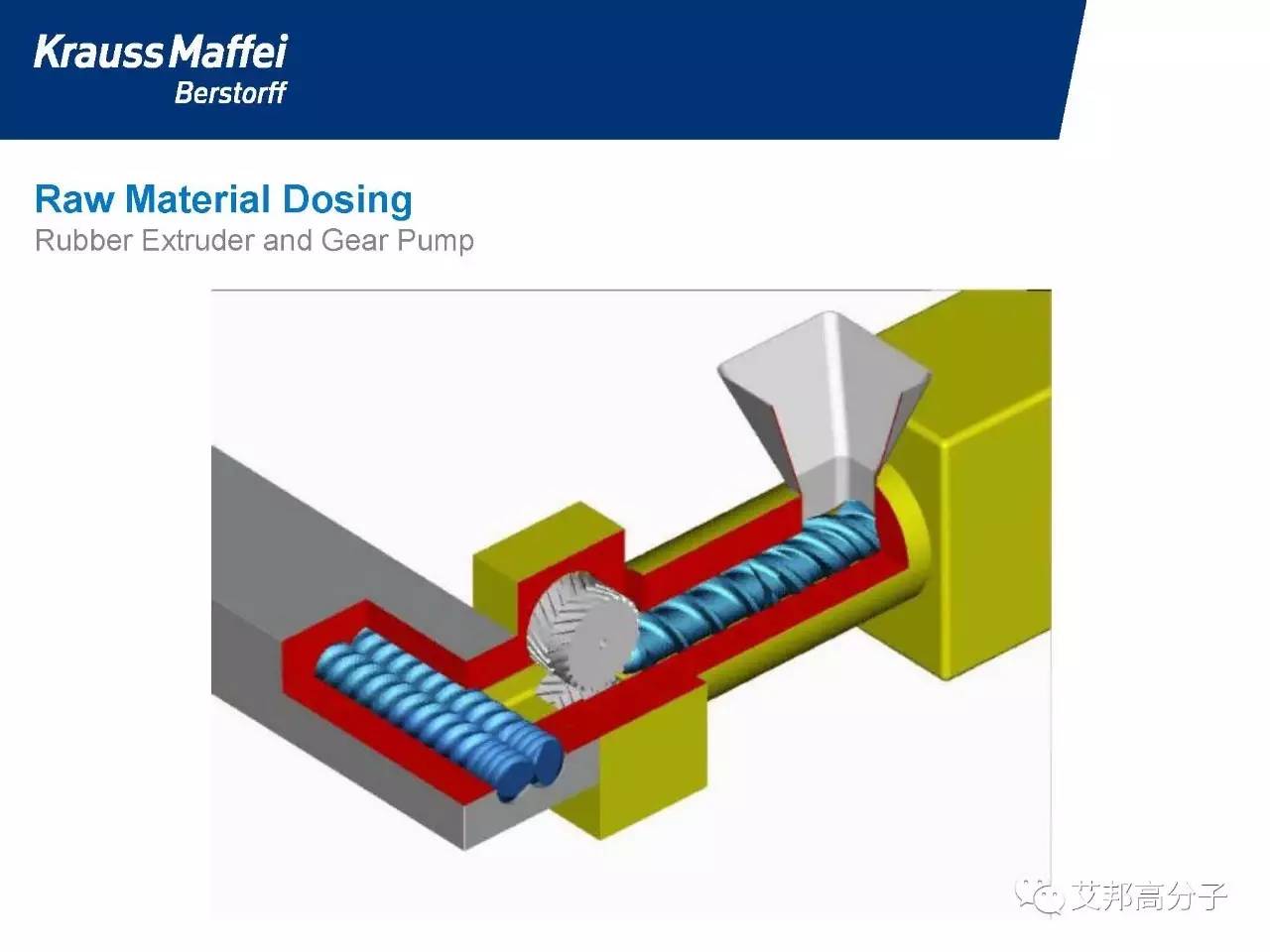
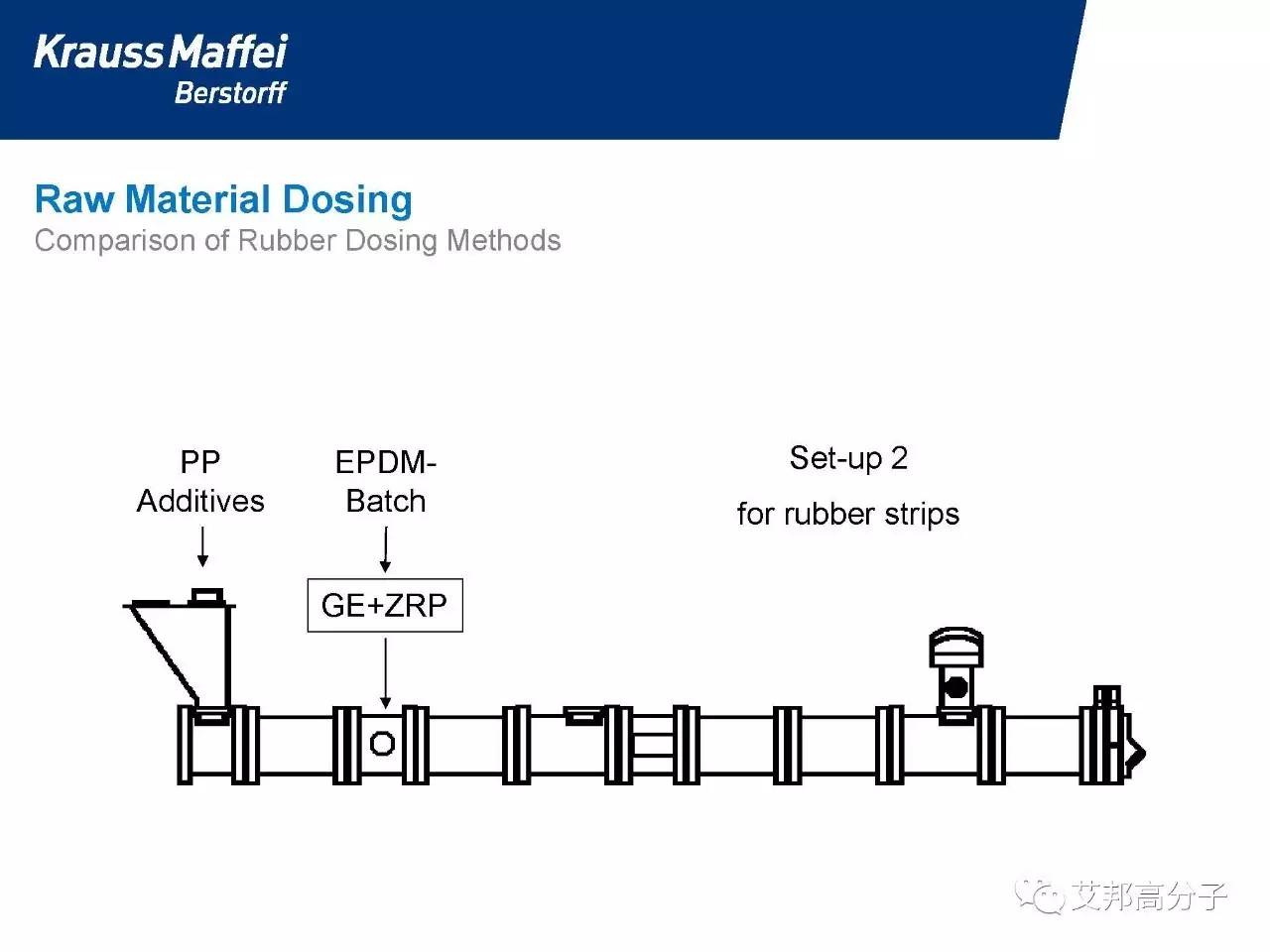
这幅图是是这个技术里面最核心的部分,切好的胶条通过喂料口,投入单螺杆挤出机,很短的长径比,大概6D左右。后面是一台齿轮泵,是非常精确的是失重式不是体积式,里面有压力控制,所以EPDM很精准的喂入双螺杆挤出机,实现这个过程。这里说一下泵的运作机理,通过压力最高、最低的检测,确保熔体是充满的状态,然后喂入双螺杆挤出机里面去。
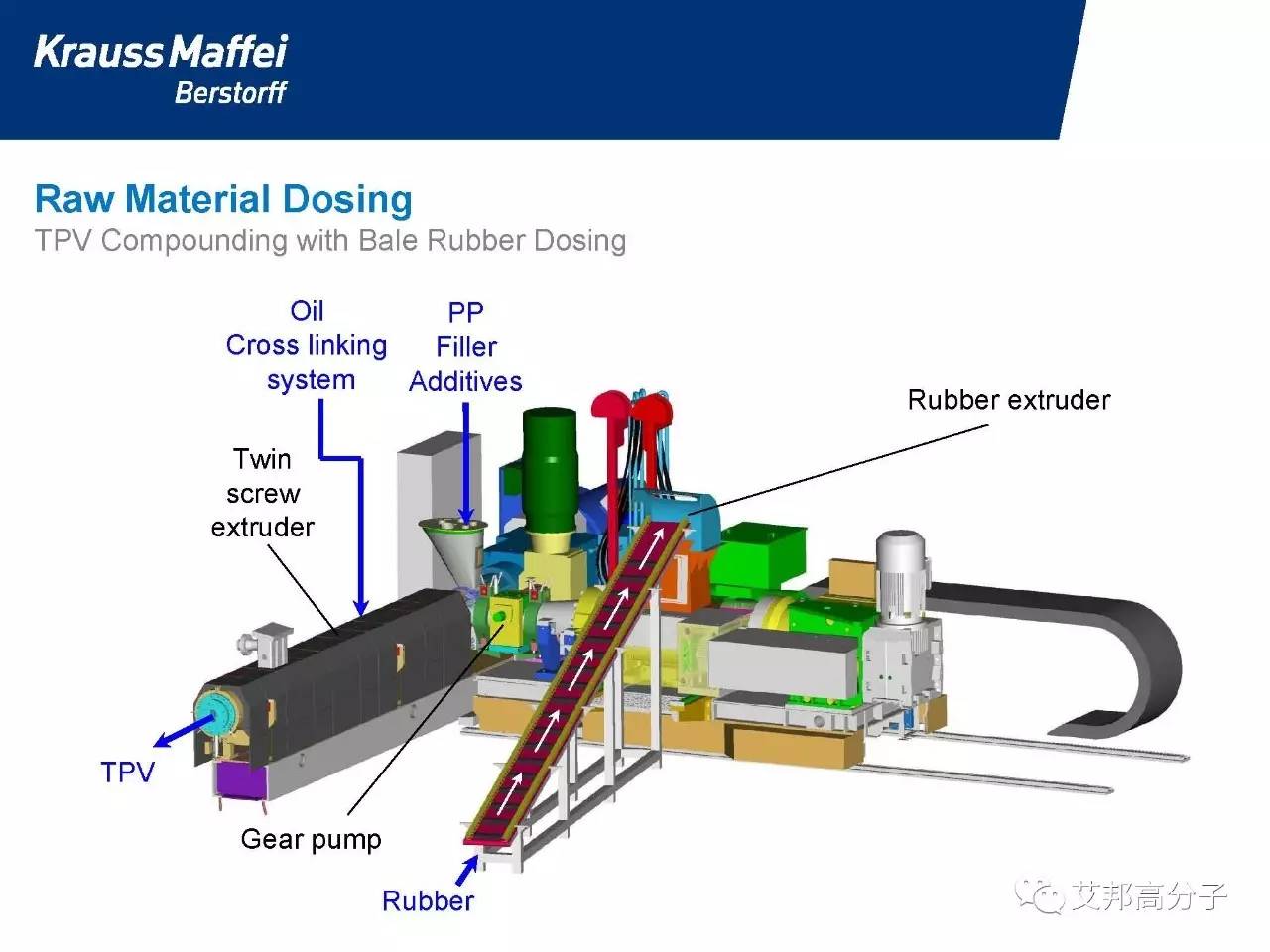
这幅图就是通过橡胶的单螺杆挤出机和齿轮泵喂入EPDM。这台机器的核心是双螺杆挤出机,旁边是一台单螺杆挤出机,把溶体通过齿轮泵非常精密的喂入双螺杆挤出机,通过排气等过程挤出TPV。

第三种方式就是通过将橡胶预处理,将油、交联剂混入橡胶中。
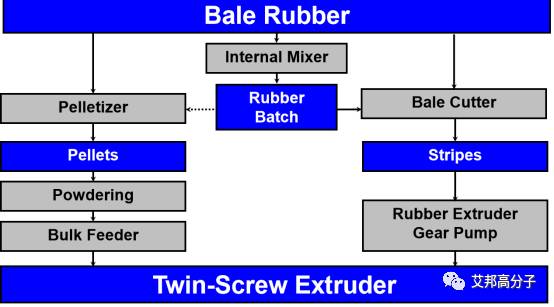
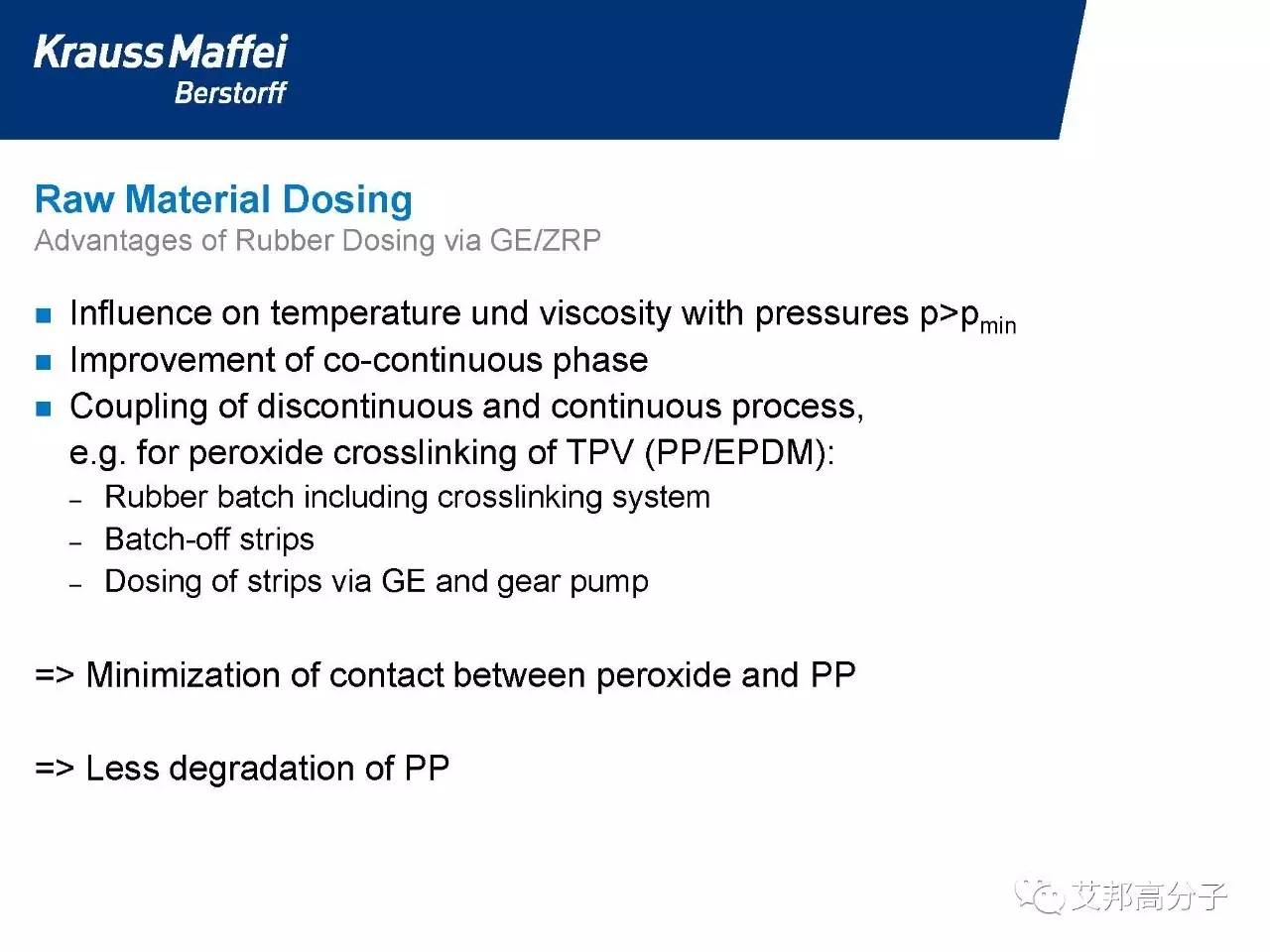
通过这种橡胶挤出机和齿轮泵连接的方式喂入EPDM,可以实现好多优势。对交联剂相理有非常大的改善,同时对非连续式和连续式起到了很好的连接。它可以充油,可以混入交联剂,同时它能够最大程度的减少PP和过氧化物的接触。
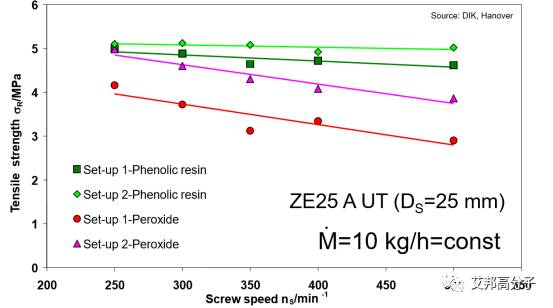
我们对两种常见的方式进行了对比。
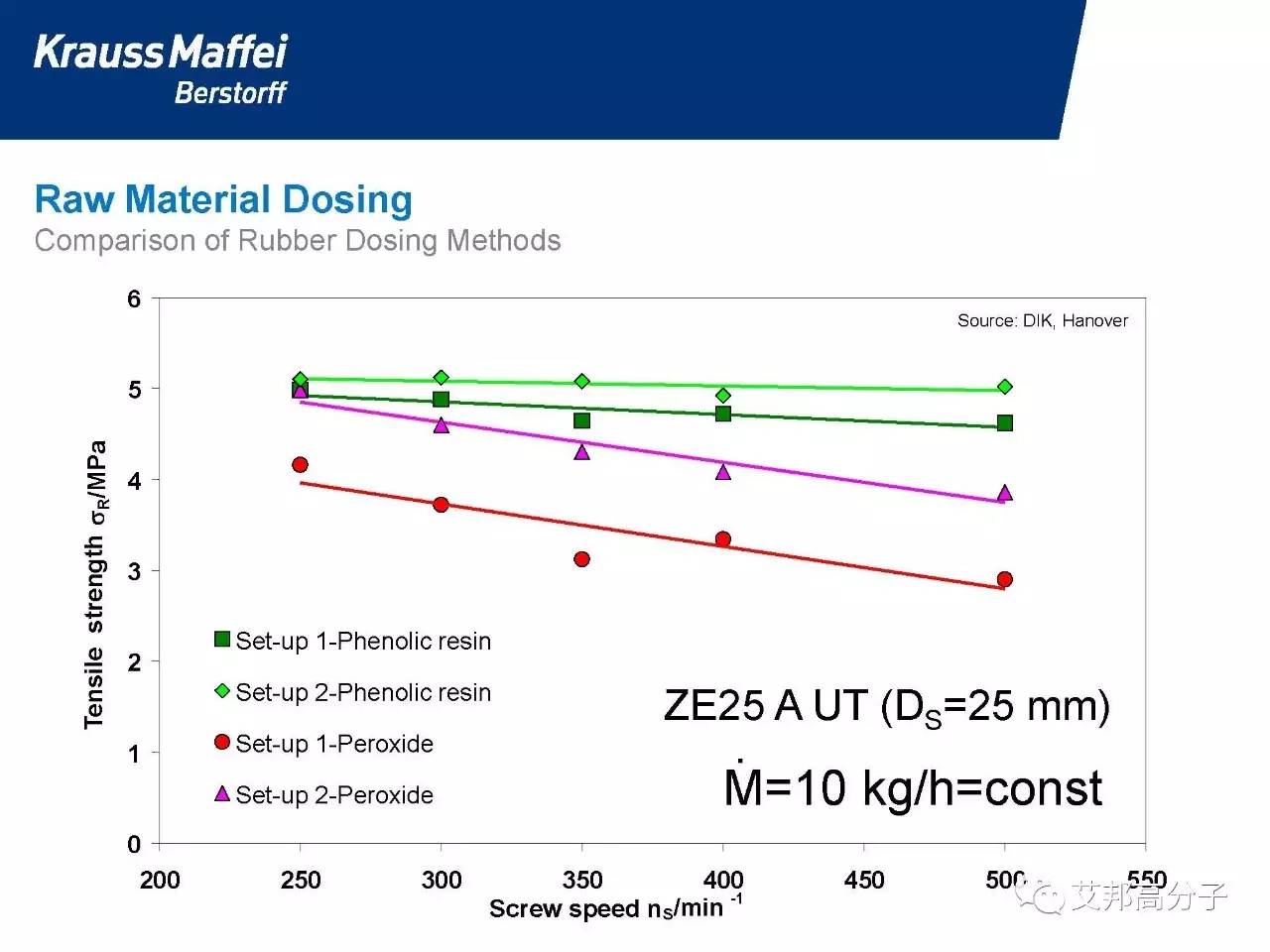
这是一台25的试验机,横轴是螺杆转速,竖轴是拉伸强度,绿色的两条线是采用酚醛树脂作为交联剂,区别有一些,浅绿色是通过齿轮泵和单螺杆挤出机进行喂料,深绿是传统喂料方式,可以看到,浅绿会更好一些。
粉色和红色的线是通过过氧化物作为交联剂,区别很大,通过橡胶机和齿轮泵,拉伸强度有20%的提升。
五、小结
双螺杆挤出机在TPV的运用上已经是非常成熟的了
模块化的设计可以实现最优的工艺
通过单螺杆挤出机和齿轮泵喂入橡胶可以实现性能提升
尤其对过氧化物交联剂体系可以有非常大的改善
现场视频
这个是6月23日苏州会议现场评分最高的一个报告!!推荐给大家!
克劳斯玛菲-贝尔斯托夫-TPV挤出共混工艺


阅读原文,即可报名#标签#TPV,工艺#




