凝结条件下垂直螺纹钢管强化传热试验
2024-05-31
以大型制冷系统中的饱和氨蒸气为工质 ,通过在高度为 40 0 0 m m的四种螺纹钢管外表面上凝结换热的试验研究 ,得到了管外凝结换热的准则关联式。试验结果表明 ,在试验条件下与光滑钢管相比较 ,螺纹钢管外表面上的平均表面传热系数是光滑钢管的 1.15~ 1.4倍。

 内螺纹钢管的拔制试验和研究
内螺纹钢管的拔制试验和研究 1.前言内螺纹无缝钢管就是内壁具有一定螺纹线的钢管。螺纹深度≥0.5毫米,螺纹头数4~6个,螺纹的形状与梯形螺纹基本相似,只是螺纹深度(即齿高)比梯形螺纹小得多。它分两种形式:一种是外壁带鳍片的内螺纹钢管;另一种姓外壁不带鳍片(即外片是园形)的内螺纹钢管。规格为φ22×5,φ25×6,φ44×6等,采用20a,20g钢种制造。内螺纹钢管主要用于制造大型电站锅炉设备,它与用普通钢管制造的锅炉相比,具

现场钢筋直螺纹加工及连接质量检查记录表 工程 名称 抽检数量 送检组 数 工程 部位 生产班次 接头类 型 直螺纹套 筒连接 施工 单位 生产日期 套筒长 度 代表数量 有效螺 纹长度 丝头加工检验结果连接检验结果 序号 钢 筋 直 径 丝头螺纹检查丝头外观检查外露有效螺纹检验 环通 规 环止规有效螺纹长度不完整螺纹扭紧力距检验左右备注 √0~3p √(不得小于 1/2套筒) √小于1c250(n·m)小于2p小于2p 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 质量员:检验日期: 注:p—表示螺距;合格√,不合格×。c—表示螺纹周长。
编辑推荐下载
格式:pdf
大小:104KB
页数:12P
人气:76
 4.3
4.3

. 精选文档 钢筋等强度剥肋滚压直螺纹连接的施工介绍 该技术是目前钢筋连接的国际最新潮流,接头强度高,抗疲劳性能好,施工操作简便,连接速度快, 质量稳定可靠,检验直观。由天津市水利工程有限公司承建的新建州河暗渠z11标段,总钢筋工程量为5210 吨,接头形式全部采用了钢筋等强度剥肋滚压直螺纹连接技术。 一、加工机械的选用 经过市场调查和技术比较,本工程选定使用河北省廊坊市凯博公司的chb-40型剥肋滚压直螺纹成型 机。其加工工艺主要是把钢筋端头部位一次快速直接滚制成螺纹使丝头产生冷却硬化,从而强度得到提高, 使钢筋丝头达到与母材等强的效果。直螺纹丝头一次滚轧成型,螺纹光滑标准。它采用内给冷却液装置, 加工一种规格钢筋只需调定一次滚丝头,启动一次开关,便能连续加工大量丝头。 二、直螺纹连接技术施工要求 (一)施工准备 参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方
格式:pdf
大小:14KB
页数:2P
人气:76
4.7
直螺纹钢筋质量标准要点 一、卡控红线 1、人员卡控2、设备卡控3、材料卡控4、技术卡控5、加工安装卡控6、 检验验收卡控7、质量管理卡控 二、加工安装卡控注意事项 1、直螺纹接头钢筋端部应使用砂轮切割机切断钢筋,切口面应与钢筋轴线垂直, 严禁马蹄形活翘曲,严禁用剪断机剪断或用气割切割下料; 2、墩粗头严禁有与钢筋轴线相垂直的横向裂纹; 3、钢筋丝头长度必须满足企业标准中产品设计要求,公差应为0~2.0p; 4、钢筋丝头必须使用专用直螺纹量规检验,通规能顺利旋入并达到要求的拧入 长度,止规旋入不得超过3p; 5、对已检验合格的丝头必须加以保护; 6、直螺纹钢筋连接时接头必须采用管钳扳手拧紧,钢筋丝头必须在套筒中央位 置正对轴线相互顶紧; 7、标准型接头安装后的外露螺纹不宜超过2p; 8、安装后必须使用扭力扳手校核拧紧扭矩,拧紧扭矩值必须符合表1规
热门文档 凝结条件下垂直螺纹钢管强化传热试验
格式:pdf
大小:479KB
页数:4P
人气:76
4.6
滚轧直螺纹钢筋接头疲劳试验研究 随着滚压直螺纹钢筋接头在各种建筑结构中的广泛应用,对钢筋接头的连接质量要求越来越高,因此必须了解钢筋接头的力学性能和强度指标,特别是动荷载作用下的疲劳强度和寿命、接头断裂破坏特征等,以保证整体建筑结构的强度和安全可靠性。通过对多种规格型号大量的滚轧直螺纹钢筋接头进行了动态力学性能试验,找出钢筋接头疲劳断裂的原因和规律,给出有价值的建议和结论。
格式:pdf
大小:851KB
页数:2P
人气:76
4.5
螺纹钢管式输水明渠的研发及应用 介绍一种用厚镀锌钢板经螺纹卷曲制成圆管后再纵切而制成的螺纹管式输水明渠,这种明渠可以达到零渗漏,是节水灌溉的一种新型输水设备。
格式:pdf
大小:270KB
页数:未知
人气:76
4.7
内螺纹钢管拉拔工艺润滑的实验研究 对内螺纹铜管拉拔工艺润滑进行了实验研究.研究结果表明,不同的润滑对拉拔力能参数、内螺纹齿形及退火后的表面质量等有着重要影响,乳液润滑的综合效果比油性润滑剂的综合效果好.
格式:pdf
大小:22KB
页数:2P
人气:76
4.7
如有你有帮助,请购买下载,谢谢! 1页 内螺纹铜管又称非平滑管,英文名称innergroovedcoppertube(igt),是指 外表面光滑,内表面具有一定数量,一定规则螺纹的内螺纹tp2紫铜管。 由于内螺纹铜管内表面积的增加,所以它的导热性能要比光管提高百分之二十到三十。 内螺纹铜管的发展大致经历了如下几个发展阶段: (1)山型齿内螺纹管; (2)梯型槽内螺纹管; (3)顶角型内螺纹管; (4)细高齿型内螺纹管。(又称瘦高齿内螺纹铜管) 目前,国外又陆续推出了高低齿齿型、齿顶开槽、双旋向等内螺纹管 传热性能: 按照国标gb/t20928-2007中的要求,内螺纹铜管产品按照产品名称、牌号、状态、 外径、底壁厚、齿高加齿顶角、螺旋角、螺纹数和标准编号的顺序表示: 示例1:tp2m2φ9.52×0.30+0.20-53-18/60gb/t20928-2007
精华文档 凝结条件下垂直螺纹钢管强化传热试验
格式:pdf
大小:191KB
页数:3P
人气:76
4.7
无缝内螺纹钢管螺纹成形后的超声波检测 无缝内螺纹钢管是一种内表面带有螺旋凸筋的异型钢管,其在300mw、600mw及以上大容量亚临界和超临界火电锅炉中得到广泛应用。目前大部分钢管厂采用的是在内螺纹成形前对光管进行超声检测。笔者通过理论分析和实践操作,验证了在内螺纹成形后进行超声波无损检测的有效性与可靠性。
格式:pdf
大小:42KB
页数:2P
人气:76
4.4
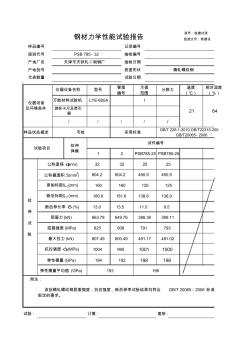
试验:计算:复核: 表号:铁建试录 批准文号:铁建设 仪器设备名称型号管理 编号 示值 范围 分辨力 级别代号psb785-32抽检编号 样品编号记录编号 产地批号表面形状精轧螺纹钢 产地厂名天津市天铁轧二制钢厂抽检日期 万能材料试验机lye-600a 代表数量试验日期 // 温度 (℃) 相对湿度 (%) 游标卡尺及牵引 器 i / 样品状态描述可检采用标准 gb/t228.1-2010gb/t22315-200 gb/t20065-2006 / 公称直径ɑ(mm)323225 / 试件编号 12psb785-25psb785-25 25 公称截面积s(mm2)804.2804.2490.9490.9 断后标距li(mm)180.8181.6138.8136.9 原始标距lo(mm)160 断后伸长率δ(

格式:pdf
大小:72KB
页数:4P
人气:76
4.6

墩粗直螺纹钢筋连接工法 永武项目部史卫滨 一、前言 开发生产的镦粗机、套丝机及直螺纹接头,是随着这项新技术的推广应用和行业标准的出台。专业研 制革新的专用工艺新装备,它能将16-40直径的ⅱ、ⅲ级热轧带筋钢筋头部墩粗,能达到规定标准要求, 然后由套丝机套丝后到现场直螺纹套筒连接。 在精心组织和总结墩粗直螺纹钢筋连接施工的基础上,最终形成本工法。 二、直螺纹连接技术的特点 1、接头特点: 接头强度高,墩粗直螺纹接头不削弱母材截面积,使螺丝牙底直径大于母材直径,冷镦后还可提高钢 材强度使接头部位的强度大于母材强度。 2、节能经济: 直螺纹接头同挤压连接相比节约套筒材料70%,同锥螺纹接头相比节约套筒材料40%,接头成本降低, 同时镦粗机、套丝机设备动力小,能耗材、节约能源。 3、适应性强: 直螺纹接头现场施工时不受环境影响任何自然条件下,无电也可以连接。如钢筋弯曲,不可转到的
格式:pdf
大小:74KB
页数:5P
人气:76
4.3
镦粗直螺纹钢筋加工及连接 1、镦粗直螺纹接头的优点 ⑴强度高:镦粗段钢筋切削螺纹后的净截面积仍大于原钢筋截面积,即螺 纹不削弱截面,从而确保接头强度大于钢筋母材强度。 ⑵性能稳定:接头强度不受扭紧力矩影响,丝扣松动或少拧入2~3扣均不 会明显影响接头强度,排除了工人素质和测力工具对接头性能的影响。 ⑶连接速度快:直螺纹套筒比锥螺纹套筒简短40%左右,且丝扣螺距大, 拧入丝扣少,加快连接速度。 ⑷应用范围广:对弯折钢筋、固定钢筋、钢筋笼不能转动的场合也分别使 用。 ⑸经济:直螺纹接头比挤压连接省钢70%,比锥螺纹接头省钢35%,综合 技术经济效益好。 ⑹便于管理:直螺纹钢筋接头加工在统一工作场地,流水作业。 2、镦粗直螺纹钢筋接头类型 根据不同的施工场合,镦粗直螺纹钢筋接头分为附表1所示的六种类型。 附表1镦粗直螺纹钢筋接头类型 序号型号使用场合 1标
最新文档 凝结条件下垂直螺纹钢管强化传热试验
格式:pdf
大小:68KB
页数:4P
人气:76
4.4
技术交底记录 表c2-1 编号 工程名称中铁逸都2标段工程交底日期2011-3-22 施工单位中铁建设集团有限公司四川分公司分项工程名称钢筋工程 交底提要直螺纹加工技术交底接受科室 工程、质检、实 验、各主体队 交底内容: 一、材料、机具准备 标准型套筒、套筒保护盖、直螺纹保护帽、通环规、止环规、力矩扳手、直螺纹套丝 机、管钳、砂轮切割机 二、施工准备 1.操作直螺纹套丝机的工人必须全部持证上岗(由厂家培训,经考核合格后发上岗 证); 2.钢筋加工班根据钢筋配料单加工完成型钢筋,并经检验合格; 3.钢筋表面的污垢等清理干净。 4.钢筋切口端面与钢筋轴线不垂直、端头弯曲、马蹄严重的用砂轮切割机切去; 5.厂家提供的有效型式的检验报告; 6.对每批钢筋进行接头连接工艺检验; 7.钢筋加工前应合理布置料场,各种加工机械及成品钢筋堆放区布置合理,同钢筋加 工程序
格式:pdf
大小:45KB
页数:3P
人气:76
4.7
. . 工程名称xx交底部位基础、主体 施工单位xx日期 交底内容: 直螺纹钢筋加工制作 1.1材料准备:钢筋 1.2机具准备:钢筋剥肋滚丝机。 1.3技术准备 1.3.1充分熟悉钢筋的下料单,工程规范要求,机械的操作规程。熟练掌握机械的 操作方法。 1.4作业条件 1.4.1钢筋原材存放的场地,要求地面硬化并保持干燥,场地四周设排水沟。 1.4.2进场钢筋经检查合格,按指定位置、品种、规格码放整齐。 1.4.3按要求搭设钢筋加工棚,顶棚采用波形石棉瓦,夜间施工用的照明灯挂在顶 棚,并加灯罩,电线绝缘良好。 2.1操作要点和技术要求 2.1.1现场使用的钢筋表面要洁净,无损伤、油污、铁锈,加工前要检查,发现有 油污的钢筋,采用洗衣粉清洗干净。有老锈的钢筋不得使用。 2.2.2统计下料单上的钢筋,采用切割机进行断料,先断长料,后断断料,尽量减 少短头

格式:pdf
大小:11KB
页数:1P
人气:76
4.7

直螺纹钢筋接头拧紧力矩值 钢筋直径(mm)16-1820-2225283236-40 拧紧力矩(n.m)100200250280320350 9-6-5-3现场连接施工 1、连接钢筋时,钢筋规格和套筒的规格必须一致,钢筋和套筒的丝扣应干净、完好无损。 2、采用预埋接头时,连接套筒的位置、规格和数量应符合设计要求。带连接套筒的钢筋应 固定牢靠,连接套筒的外露端应有保护盖。 3、滚压直螺纹接头应使用扭力扳手或管钳进行施工,将两个钢筋丝头在套筒中间位置相互 顶紧,接头拧紧力矩应符合表9-74的规定。扭力扳手的精度为±5%。 4、经拧紧后的滚压直螺纹接头应做出标记,单边外露丝扣长度不应超过2p 9-6-5-4接头质量检验 1、工程中应用滚压直螺纹接头时,技术提供单位应提交有效的型式检验报告 2、钢筋连接作业开始前及施工过程中,应对每批进场钢筋进行接头连
格式:pdf
大小:367KB
页数:2P
人气:76
4.5
镦粗直螺纹钢筋施工工艺 本文主要介绍南京信息工程大学镦粗直螺纹钢筋制作工艺与施工技术,较为全面地阐述了施工准备、施工工艺和质量控制与验收。
格式:pdf
大小:222KB
页数:12P
人气:76
4.7

直螺纹钢筋接头工艺标准 4-17直螺纹钢筋接头工艺标准(417-1996) 1范围 本工艺标准适用于工业与民用建筑现浇钢筋 混凝土结构中直径16~40mm的热轧ⅱ、ⅲ级同 级钢筋的同径或异径钢筋的连接。所连接钢筋直 径之差不宜超过9mm。 采用直螺纹钢筋接头应经设计人员同意。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计 要求,有出厂证明书及复试报告单。 2.1.2连接套应符合以下要求: 2.1.2.1有明显的规格标记(如32或32)。 2.1.2.2锥孔用塑料密封盖封住。 2.1.2.3同径或异径连接套尺寸在表4-25 的规定范围。 连接套规格尺寸表表4-25 连接套规 格标记 外径不小 于(mm) 长度不小 于(mm) 16、1625-0.565-0.5 18、1828-0.575-0.5 20、203
格式:pdf
大小:20KB
页数:2P
人气:76
4.4
直螺纹钢筋接头规范 一、要求 根据本工程的实际情况25以上(含25)的钢筋接头必须采用机械连接;18~22钢筋视情况而 定,在保证不浪费材料原则上尽量采用机械连接(具体情况听项目部通知)。 二、主要机具 1、钢筋套丝机:型号为sz—50a,或其它可套直径18mm及以上的ⅱ、ⅲ级钢筋的套丝机。 2、量规:量规包括牙型规、卡规和锥形螺纹塞规。 3、力矩扳手:力矩扳手必须经计量管理部门批准,有制造计量器具许可证的生产厂生产的产 品。力矩扳手需定期经计量管理部门批准生产的扭力仪检定,检定合格后方准使用。检定期限每半 年一次,且新开工工程必须先进行检定方可使用。 4、作业条件: (1)、操作工人(包括套丝的工人)必须经专门培训,并经考试合格后方可上岗。 (2)、接头位置应符合规定。 三、操作工艺 (1)、工艺流程: (2)、钢筋下料可用钢筋切断机或砂轮锯,不得用气割下料。钢
格式:pdf
大小:38KB
页数:8P
人气:76
4.4
1 镦粗直螺纹钢筋连接施工工法 中交一公局第一工程公司 姚记所 一、前言 镦粗直螺纹钢筋连接方法是钢筋机械连接的方法之一,具有连接 速度快、质量好的特点,具有良好的应用前景。 二、工法特点 该连接技术是用专门机械镦头机和专用机床在钢筋制作现场进 行加工,确保了丝头直径和螺纹的精度,保证了与套筒的良好配合和 互换性。在具体施工时只需利用普通扳手,把用套筒对接好的钢筋拧 紧即可。它具有以下特点: (一)强度高:镦粗段钢筋切削螺纹后的净截面积仍大于钢筋原 截面积,即螺纹不削弱截面,从而可确保接头强度大于钢筋母材强度 (二)性能稳定:接头强度不受拧紧力矩影响,丝扣松动或少拧 入2~3扣,均不会明显影响接头强度,排除了人工因素和测力工具 对接头性能的影响。 (三)连接速度快:用连接套筒对接好钢筋,拧紧即可。由于丝 扣螺距大,拧入扣数少,不必用扭力扳手,因此加快了连接速度。 (四)生产效
格式:pdf
大小:220KB
页数:21P
人气:76
4.7
技术交底书 技术交底记录表编号 工程名称交底日期 施工单位分项工程名称钢筋工程 交底提要直螺纹钢机械连接 交底内容: 一、施工工具 lbg-40型钢筋直螺纹滚丝机、切割机、环通规、环止规、游标卡尺、通端塞规、止 端塞规、管钳扳手、力矩扳手。 二、施工准备 1、参加滚压直螺纹接头施工的人员必须进行岗前技术培训,经考核合格后方可持 证上岗作业。 2、钢筋应先调直在加工,切口端面要与钢筋轴线垂直,断头弯曲、马蹄形严重的 要切去,但不得用切割机下料。 三、直螺纹套筒质量要求 1、材质要求:要求采用性能不低于45#优质碳素结构钢制造,其机械性能、化学成 分应符合gb699标准规定。 2、结构尺寸: 表1 审核人交底人接受交底人 套筒规格(mm)外径(mm)长度(mm)螺距(mm)内径(mm) 1827452.516 20
格式:pdf
大小:61KB
页数:8P
人气:76
4.5
锥螺纹钢筋接头 1范围 本工程柱、梁接头形式采用剥肋滚轧直螺纹连接形式连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。 2.1.2连接套应符合以下要求: 2.1.2.1有明显的规格标记(如20或22)。 2.1.2.2套筒用塑料密封盖封住。 2.1.2.3有产品合格证。 2.1.2.4连接套应分类包装存放,不得混淆和锈蚀。 2.1.3主要机具: 2.1.3.1钢筋套丝机:型号为gb-100d套丝机。 2.1.3.2量规:量规包括卡尺、通端螺纹塞规和止端螺纹塞规。 卡尺是用来检查套筒长度和内外径应满足图纸要求。 通端螺纹塞规是用来检查能否顺利的旋入连接套筒并达到旋合长度。 止端螺纹塞规是
文辑创建者
我要分享 >
职位:给水排水工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐