精品文献
钢板拼接焊缝要求
 Q345型中厚钢板拼接中优化焊缝的工艺措施
Q345型中厚钢板拼接中优化焊缝的工艺措施
Q345型中厚钢板拼接中优化焊缝的工艺措施
从焊材的合理选择、焊接方法的合理选用、坡口形式的合理制定、焊接过程控制、采用多层多道焊接、制定合理的焊接顺序等方面,介绍了Q345型中厚钢板拼接中优化焊缝的工艺措施。
钢结构焊缝连接要求
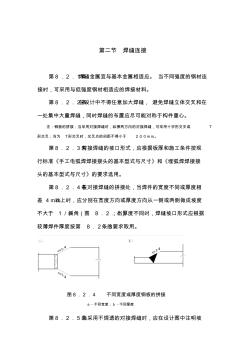
第二节 焊缝连接 第8.2.1条 焊缝金属宜与基本金属相适应。 当不同强度的钢材连 接时,可采用与低强度钢材相适应的焊接材料。 第8.2.2条 在设计中不得任意加大焊缝, 避免焊缝立体交叉和在 一处集中大量焊缝,同时焊缝的布置应尽可能对称于构件重心。 注:钢板的拼接:当采用对接焊缝时,纵横两方向的对接焊缝,可采用十字形交叉或 T 形交叉;当为 T形交叉时,交叉点的间距不得小于 200mm。 第8.2.3条 对接焊缝的坡口形式,应根据板厚和施工条件按现 行标准《手工电弧焊焊接接头的基本型式与尺寸》和《埋弧焊焊接接 头的基本型式与尺寸》的要求选用。 第8.2.4条 在对接焊缝的拼接处,当焊件的宽度不同或厚度相 差 4mm以上时,应分别在宽度方向或厚度方向从一侧或两侧做成坡度 不大于 1/4斜角(图 8.2.4);当厚度不同时,焊缝坡口形式应根据 较薄焊件厚度按第 8.2.3条