2738模具钢典型应用文献

 模具钢
模具钢
模具钢
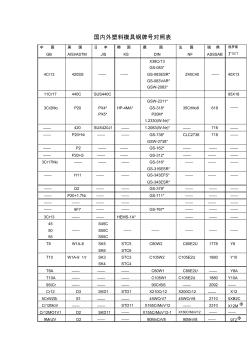
国内外塑料模具钢牌号对照表 中 国 GB 美 国 AISI/ASTM 日 本 JIS 韩 国 KS 德 国 DIN 法 国 NF 瑞 典 ASSSAB 俄罗斯 OCT 4Cr13 420SS —— —— X38Cr13 GS-083* GS-083ESR* GS-083VAR* GSW-2083* Z40C40 —— 40X13 11Cr17 440C SUS440C 95X18 3Cr2Mo P20 PX4* PX5* HP-4MA* GSW-2311* GS-318* P20M* 1.2330(W-Nr)* 35CrMo8 618 —— —— 420 SUS420J1 —— 1.2083(W-Nr)* —— 716 —— —— P20+Ni —— —— GS-738* GSW-2738* CLC2738 718 —— —— P2 —— ——
 模具钢选用表 (3)
模具钢选用表 (3)
模具钢选用表 (3)
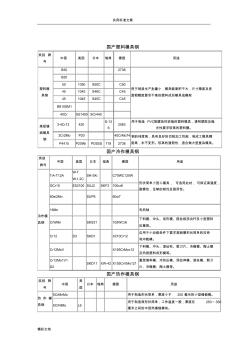
实用标准文案 精彩文档 国产塑料模具钢 类别 牌 号 中国 美国 日本 瑞典 德国 用途 塑料模 具钢 B30 2738 用于制造生产批量小,模具载面积不大,尺寸精度及表 面粗糙度要求不高的塑料成形模具或模架 B20 50 1050 S50C C50 45 1045 S48C C45 45 1045 S45C C45 B610SM1 40Cr G51400 SCr440 高级镜 面模具 钢 3-4Cr13 420 S-13 6 2083 用于制造 PVC等腐蚀性较强的塑料模具,透明塑胶及抛 光性要求较高的塑料膜。 3Cr2Mo P20 40CrMo74 钢的纯度高,具有良好的切削加工性能,制成工模具精 度高,永不变形。较高的强韧性,适合做大型复杂模具。P4410 P20tNi PDS5S 718 2738 国产冷作模具钢 类别 牌号 中国 美国 日本 瑞典 德国 用途
