WE100开槽焊条工艺参数文献

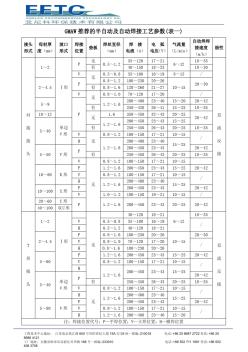 推荐焊接工艺参数2010.1.22
推荐焊接工艺参数2010.1.22
推荐焊接工艺参数2010.1.22
推荐焊接工艺参数2010.1.22
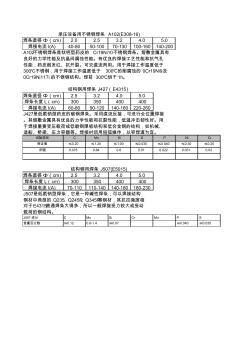 常用焊条参数
常用焊条参数
常用焊条参数
焊条直径Φ(cm) 2.0 2.5 3.2 4.0 5.0 焊接电流 I(A) 40-80 50-100 70-130 100-160 140-200 焊条直径Φ(cm) 2.5 3.2 4.0 5.0 焊条长度 L(cm) 300 350 400 400 焊接电流 I(A) 60-80 90-120 140-180 220-260 试验项目 C Mn Si S P Ni Cr 保证值 ≤0.20 ≤1.20 ≤1.00 ≤0.035 ≤0.040 ≤0.30 ≤0.20 例值 0.075 0.84 0.6 0.01 0.022 0.031 0.03 焊条直径Φ(cm) 2.5 3.2 4.0 5.0 焊条长度 L(cm) 300 350 400 400 焊接电流 I(A) 70-110 110-140 140-180 180-230 J507成分 C Mn Si Cr Mn P S 含量