WE100开槽焊条技术参数文献

 100吨起重机技术参数
100吨起重机技术参数
100吨起重机技术参数
浦沅牌 QY100H-3汽车起重机 产品介绍书 长沙中联重工科技发展股份有限公司浦沅分公司 产品介绍(用户版 2007-09) 市场支持室 浦沅牌 QY100H-3汽车起重机 1. 产品型号 汽车行业型号: ZLJ5660JQZ100H 工程行业型号: QY100H 2.产品主要特点 2.1 起重机 起重作业系统为五节十二边形主臂。 两节侧置桁架+箱型抽拉式副臂。 单缸变幅,双卷扬, 液控比例控制;油箱下置。主要结构特点如下: 上车独立奔驰发动机。动力强劲,能耗低,效率高。 主臂采用十二边形截面优化设计,进口 WELDOX960高强钢制作,圆弧型滑块支承,承载能力 更强,使用更加安全可靠。 配以 12.5 吨活动配重,进一步提升起重性能。活动配重可依靠尾部升降油缸进行自装卸。 各类液压阀及液压执行元件均采用国际
 常用焊条参数
常用焊条参数
常用焊条参数
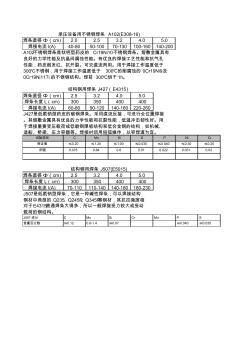
焊条直径Φ(cm) 2.0 2.5 3.2 4.0 5.0 焊接电流 I(A) 40-80 50-100 70-130 100-160 140-200 焊条直径Φ(cm) 2.5 3.2 4.0 5.0 焊条长度 L(cm) 300 350 400 400 焊接电流 I(A) 60-80 90-120 140-180 220-260 试验项目 C Mn Si S P Ni Cr 保证值 ≤0.20 ≤1.20 ≤1.00 ≤0.035 ≤0.040 ≤0.30 ≤0.20 例值 0.075 0.84 0.6 0.01 0.022 0.031 0.03 焊条直径Φ(cm) 2.5 3.2 4.0 5.0 焊条长度 L(cm) 300 350 400 400 焊接电流 I(A) 70-110 110-140 140-180 180-230 J507成分 C Mn Si Cr Mn P S 含量