WE100开槽焊条使用说明文献

 常用焊条的使用说明
常用焊条的使用说明
常用焊条的使用说明
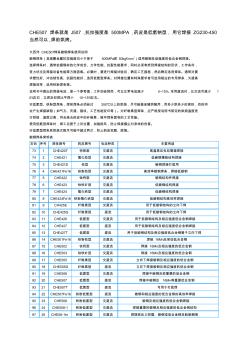
低碳钢焊条 电力牌低碳钢焊条品种、 规格齐全。产品是选用优质原材料, 以先进的生产工艺精制而成, 其中 PP-J507、 PP-J422焊条曾获得中国、挪威、英国的船级社认可; PP-J507焊条曾多次被指定为全国、部、地区焊工技 能比赛专用焊条,曾被授予部、市优质产品称号。 牌 号 Designation 规 格 Diameter(mm) 主 要 用 途 Main Application 2.5 3.2 4.0 5.0 PP-J421 (结 421) √ √ √ 焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊及要求 表面光洁的盖面焊。 PP-J422 (结 422) √ √ √ √ 焊接较重要的低碳钢和强度等级低的低合金钢结构,如 A3、20#、 09Mn2 等钢种。 PP-J422Fe (结 422铁) √ √ √ 焊接较重要的低碳钢结构。 PP-J422GM (结 4
 大西洋CHE507焊条碳钢焊条使用说明
大西洋CHE507焊条碳钢焊条使用说明
大西洋CHE507焊条碳钢焊条使用说明
CHE507 焊条就是 J507,抗拉强度是 500MPA,药皮是低氢钠型,用它焊接 ZG230-450 当然可以 ,焊前烘烤。 大西洋 CHE507焊条碳钢焊条使用说明 碳钢焊条(其熔敷金属抗拉强度均小于等于 500MPa即 50kgf/mm2)适用碳钢及低强度的低合金钢焊接。 选择焊条时,通常依据钢材的化学成份、力学性能、抗裂性能要求,同时必须考虑到焊接结构的形状,工作条件, 受力状况及焊接设备性能等方面因素。必要时,要进行焊接试验后,确定工艺措施,然后确定选用焊条。通常对要 求塑性好、冲击韧性高、抗裂性能好,选用低氢型焊条。对焊接位置有特殊要求者可选用相应的专用焊条,为提高 焊接效率,选用铁粉焊条等。 说明书中提出的焊接电流,是一个参考值,工件如经预热,可比正常电流减少 5~15%,采用直流时,比交流可减少 1 0%左右,立焊及仰焊比平焊小 10~15%左右。 对低氢型、铁粉型焊条,