CNC加工CNC优缺点文献

 CNC加工报价
CNC加工报价
CNC加工报价
CNC加工如何报价 CNC加工报价计算公式 进行外协加工的时候,报价是十分关键的一步,特别是进行 CNC 加工, 报价更是重中之重。在进行 CNC 加工中,报价是有一定的计算公式的。 这些公式可以很好的帮助大家合理的计算出 CNC 加工的报价。 CNC 加工中心主要是进行一些多类型中小批量零件。随着现在 CNC 加 工中心加工制造成本的逐步下降, 也有加工大批量零件的情况出现。 加工 很小批量和单件生产时, 如能缩短程序的调试时间和工装的准备时间也是 可以选用的。 CNC 加工中心加工表面粗糙度值小的零件。在工件和刀具的材料、精加 工余量以及刀具角度一定的情况下, 表面粗糙度取决于切削速度和进给速 度。 一、产品成本分析 在进行 CNC 加工报价的时候,首先需要对产品的成本进行大致的分析。 为报价提供更准确的数据依据。 1、询价流程: 接业务、采购新产品——询价——了解内容、确认需求
 cnc加工中心点检表
cnc加工中心点检表
cnc加工中心点检表
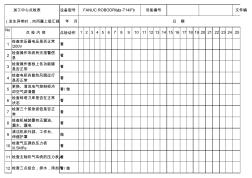
设备型号 年 月 No . 点检动作 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 1 看 2 看 3 看 4 看 5 看/做 6 看 7 看 8 看 9 做 10 看 11 看 12 看/做 设备编号FANUC ROBODRILL α-T14iFb 检查主轴吹气系统的压力表/ 加工中心点检表 (发生异常时,向所属上级汇报 检查三个紧急按钮是否正 常 检查电柜各散热风扇运行 是否正常 文件编 检查操作面板上各功能键 是否正常 检查气压源的压力表 /0.5MPa 检查三点组合,排水,添加汽 日 期 点 检 内 容 检查变压器电压是否正常 /200V 检查操作系统有无报警信 息 清洁机床外部、工作台、 伸缩护罩 检查机械装置有无漏油、 漏水、漏电 更换、清洗电气控制柜冷 却空气滤清器 检查砖塔刀库是