CNC加工数控加工文献

 CNC数控加工参数计算
CNC数控加工参数计算
CNC数控加工参数计算
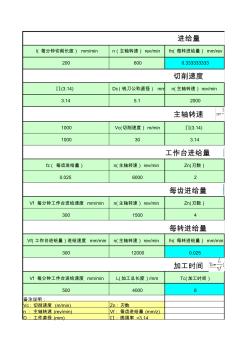
l( 每分钟切削长度) mm/min n(主轴转速) rev/min fn( 每转进给量) mm/rev 200 600 0.333333333 ∏ (3.14) Dc(铣刀公称直径) mm n(主轴转速) rev/min 3.14 5.1 2000 1000 Vc(切削速度) m/min ∏(3.14) 1000 30 3.14 fz ( 每齿进给量) n(主轴转速) rev/min Zn(刃数) 0.025 6000 2 Vf 每分钟工作台进给速度 mm/min n(主轴转速) rev/min Zn(刃数) 300 1500 4 Vf( 工作台进给量)进给速度 mm/min n(主轴转速) rev/min fn( 每转进给量) mm/min 300 12000 0.025 Vf 每分钟工作台进给速度 mm/min L(加工总长度 ) /mm Tc(加工时间 ) 500 4000 8 V
 CNC加工报价
CNC加工报价
CNC加工报价
CNC加工如何报价 CNC加工报价计算公式 进行外协加工的时候,报价是十分关键的一步,特别是进行 CNC 加工, 报价更是重中之重。在进行 CNC 加工中,报价是有一定的计算公式的。 这些公式可以很好的帮助大家合理的计算出 CNC 加工的报价。 CNC 加工中心主要是进行一些多类型中小批量零件。随着现在 CNC 加 工中心加工制造成本的逐步下降, 也有加工大批量零件的情况出现。 加工 很小批量和单件生产时, 如能缩短程序的调试时间和工装的准备时间也是 可以选用的。 CNC 加工中心加工表面粗糙度值小的零件。在工件和刀具的材料、精加 工余量以及刀具角度一定的情况下, 表面粗糙度取决于切削速度和进给速 度。 一、产品成本分析 在进行 CNC 加工报价的时候,首先需要对产品的成本进行大致的分析。 为报价提供更准确的数据依据。 1、询价流程: 接业务、采购新产品——询价——了解内容、确认需求