对于壁厚h在40毫米以上的大直径厚管壁管道窄间隙全位置自动焊接,该发明是在传统的氩电联合焊接工艺焊接大厚壁管道坡口的基础上,通过反复的试验和改进,得到了适合大厚壁管道窄间隙自动焊工艺坡口型式和尺寸,如图3所示,通过与图1所示的传统的氩电联合焊接工艺焊接大厚壁管道的坡口相比,该发明提出的坡口宽度明显变窄了,坡口的最大宽度减小为18~24毫米,同时坡口的结构形状也明显变化。
图4显示了该发明的厚壁管道焊前的组合型坡口型式的具体尺寸的示意图。两个待焊接厚壁母材管道的相对端部构成组合坡口,该组合坡口包括上坡口和下坡口,上坡口由上部坡口角度β限定,下坡口包括由下坡口角度α限定的下钝边和从下部钝边的底部突出的根部钝边,其中下坡口角度α大于上部坡口角度β,上钝边与下钝边相交,相对的两个根部钝边之间的间隙构成组对根部间隙G,并且在根部钝边的底部和管道母材的内表面之间具有镗口。该发明的组合坡口的形状和尺寸可通过下列参数确定:1)根部钝边高度H1范围:1.0毫米~4毫米;2)根部钝边宽度W1范围:1.5毫米~4毫米;3)上坡口的顶部宽度W范围:18毫米~24毫米;4)下坡口角度α的范围:20°~60°(单边10°~30°);上部坡口角度β的范围:4°~10°(单边2°~5°);5)下坡口高度H2范围:8毫米~25毫米;6)根部钝边与下钝边的过渡连接圆弧半径R范围:1.5~3毫米;7)管道直径范围325毫米、管道厚度范围H3范围:40~100毫米;8)管道组对根部间隙G的范围为0~1.0毫米;9)镗口宽度W2范围:20毫米~60毫米。
《大厚壁管道窄间隙全位置自动焊接方法及其制造的管道》在上述开发的组合坡口上,采用窄间隙自动焊工艺,开发出相匹配的焊接工艺参数,包括焊接电流、焊接电压、送丝速度和焊接速度。只有合适的焊接工艺参数以及与之匹配的坡口型式和尺寸才能完成单层单道的焊接。
图5示意性地显示了该发明的窄间隙自动焊工艺的基本工艺流程的各个部分,包括打底部分10(包括点焊、焊接的第一层到第五层)、填充部分11(打底层以上到填满坡口的焊道)和盖面部分12。
下面对该发明的窄间隙自动焊工艺的内容进行描述:
第一,合理的工艺规范参数包括焊接电流(基值和峰值)、焊接电压(基值和峰值)、送丝速度(基值和峰值)、焊接速度(基值和峰值),保护气体流量是一个可供选用的范围。
第二,合理的工艺规范参数需要根据打底(包括点焊、焊接的第一层到第五层)、填充(打底层以上到填满坡口的焊道)和盖面来分别设置,焊接过程中根据焊缝截面尺寸W和焊接侧壁实际熔合情况适当的调整焊接参数。在图11中示出了焊缝截面尺寸W。
在施焊过程中打底是要保证管道内表面成型以及侧壁良好的熔合,焊接参数相对比较小。填充时对能量的要求不是很严格,重要的是保证焊道之间没有未熔合以及焊缝里没有气孔、裂纹等缺陷。同时焊接参数的选择必须做到具有一定的效率。对应于焊接参数,焊道每层的厚度可以从1.0毫米增加到2.0毫米。根据这个要求,合理选择焊接工艺参数。盖面可以采用线性焊道或摆动焊道进行焊接,合理的焊接参数主要是为了保证焊道成形美观,防止产生表面未熔合和咬边等缺陷的产生。
在实际的焊接过程中根据焊缝截面宽度,再结合熔敷金属与侧壁熔合情况选择图6的单层单道方式进行焊接。焊接完成后焊缝外表面宽度保持在10~13毫米范围内的。盖面部分12根据要求,可以采用线性焊道或摆动焊道进行焊接。
下面通过具体的实施例对该发明的窄间隙自动焊工艺进行具体的但不是限制性的描述:
第一优选实施例
以20#φ325×40的碳钢管道进行2GT和5GT两个焊接位置工艺试验,焊接材料选用H08Mn2Siφ1.0、焊接坡口型式选用图7所示的坡口型式和尺寸。
在进行该种金属管道的焊接时,管道焊接位置为2GT,焊接机头相对管道做圆周运动时,只有横焊位置。该位置的每道焊接工艺参数保持在一个固定的值,不会因为机头的转动而发生变化。当管道焊接位置为5GT时,焊接过程中位置比较复杂,因此焊接参数会因为焊枪位置不同而稍有变化,整个一圈管道焊接参数是一个动态变化的过程。
管道的坡口尺寸和加工质量决定了焊接参数的大小,在打底焊接时,焊接电流和焊接电压对坡口尺寸参数中的根部钝边高度H1、根部钝边宽度W1两个参数相对来说比较敏感。尤其是在进行点焊时,根部钝边高度H1对焊接电流具有影响。
表1列出了在图7坡口型式和尺寸中,具有不同的根部钝边高度H1的三个坡口实例,分别是坡口1、坡口2和坡口3。
在进行“坡口1”打底焊接时,由于根部钝边高度H1尺寸相对偏小,因此焊接电流和焊接电压参数相对较小,具体的焊接参数见表1-1。在进行填充和盖面时,焊接参数主要受焊缝截面尺寸W的影响;由于三种坡口尺寸参数相同,因此焊接参数也基本相同。坡口尺寸参数中钝边宽度W1将影响到焊缝截面尺寸W的大小,当根部钝边宽度W1在2到4毫米增大,焊缝截面尺寸W也会增大,因此焊接参数中的焊接电流、焊接电压也会增大。
在进行“坡口2”打底焊接时,由于根部钝边高度H1尺寸比较理想,因此焊接电流和焊接电压参数相对“坡口1”的打底时的点焊参数增大,同样在进行“坡口3”点焊时,焊接电流参数也会增大。“坡口2”的焊接工艺参数见表1-2;“坡口3”的焊接工艺参数见表1-3。
参数说明:下面是以焊接“坡口2”焊接参数说明,在进行点焊时的峰值电流为170安,基值电流为90安;此时的焊接电压峰值为8伏、焊接电压的基值在0~5伏范围内选择都可;焊接送丝速度的峰值可在5~15英寸/分钟范围内选择、焊接送丝速度的基值可在0~10范围内选择。点焊完成后,在进行其他打底焊道焊接时为了保证坡口根部焊透以及焊缝截面尺寸W达到某个值时,焊接电流的峰值为260安,焊接电流的基值为200安;在进行打底层焊接时,焊接电压参数主要受焊缝截面尺寸W的影响,基本上都保持在9伏~11伏范围内;焊接送丝速度峰值可在10~30英寸/分钟、焊接送丝速度基值可在10~25英寸/分钟范围内选择,焊接速度基本保持在4.0~6.0英寸/分钟之间。
在进行焊道填充和盖面时,焊接电压基本保持在9~11伏范围内、焊接速度也是在一个固定的3~5英寸/分钟范围变化;变化比较大的是焊接电流,电流的峰值也从210安~380安这个区间变化,基值在180安~280安范围内变化。当焊接电流参数(峰值、基值)在一个区间发生变化时,当焊接电流的峰值达到最大如380安时,焊接电流的基值也达到最大280安。焊接送丝速度(峰值/基值)根据焊缝熔敷金属量的多少,配合其它工艺参数可在40/30~50/45英寸/分钟之间做出适当的选择。
在进行焊道盖面时,先选用线性焊道进行焊接,在达到规定的焊缝余高时,采用摆动焊道进行焊接。
通过对比表1-1、表1-2和表1-3,可以看出:打底焊接电流参数随着根部钝边高度H1的不同而变化,而其余焊接工艺参数基本没有变化,可见根部钝边高度H1直接影响打底焊接电流的大小和范围。
不锈钢与碳钢焊接工艺参数的不同,主要与管道材质本身的焊接性能、所选的焊接材料的直径以及管道坡口尺寸的变化有关。在坡口型式和尺寸、焊接材料的直径一定的情况下,整个管道的焊接工艺参数的变化是一个动态变化的过程,只有当焊接参数彼此相互匹配的情况下,才能焊接出高效高质量的焊口。上面三个坡口尺寸参数以坡口2尺寸参数为最佳。
第二优选实施例
以不锈钢材料Z3CN20-09Mφ840×75的管道进行焊接工艺试验,焊接材料选用ER316LSi(或ER316L)φ0.8、1.0,坡口尺寸和型式如图8所示。
表2列出了窄间隙全位置自动焊焊接工艺焊接φ840×75不锈钢大厚壁管道的主要规范参数。
参数说明:在进行打底层焊接时,首先进行的是点焊,此时选择的焊接参数相对较小,只要能够保证两段管道固定在一起。点焊时的焊接参数为:峰值电流为160安、基值电流为80安;此时的焊接峰值电压为为8.5伏、基值电压为可以为0~5伏范围内选择;焊接送丝速度的峰值为可在5~20英寸/分钟范围内选择、焊接送丝速度的基值可以在0~10英寸/分钟范围内选择、此时的焊接速度为3.5英寸/分钟。对于保护气体的流量正面在60~70升/分钟,背面保护保护气体流量可在5~30升/分钟范围选择,保护气体的流量与保护效果有关。
随着焊道层数的增加,焊接截面尺寸(W)不断增大,为了保证侧壁良好的熔合,则在焊接过程中需要增加基值和峰值的电流和电压。当焊接到第五层时,焊接参数为:焊接电流的峰值达到220安、焊接电流的基值为130安;焊接电压的峰值达到10伏、焊接电压的基值可在0~5伏范围内选择;送丝速度的峰值为30英寸/分钟、基值为25英寸/分钟;焊接速度4.5英寸/分钟。
对于基值范围80安~130安中间值105安则是根据焊峰截面尺寸(W)的情况通过试验确定的;峰值电流范围160安~220安中间值190安也是在焊接过程中根据焊接截面尺寸(W)的情况而确定的。
同样在进行焊缝填充和盖面的时候,为了保证侧壁良好熔合,根据焊缝金属熔池与侧壁的熔合情况,适当的调整焊接工艺参数。
同样在进行焊缝填充和盖面的时候,为了保证侧壁良好熔合,根据焊缝金属熔池与侧壁的熔合情况,适当的调整焊接工艺参数。
在刚开始进行焊道填充时由于焊缝截面尺寸W相对比较小所以采用的峰值电流为220安,随着焊缝厚度的增加,焊焊缝截面尺寸的变宽,为了保证侧壁良好的熔合焊接电流峰值达到最大值360安;对于焊接电流的基值130安~270安则也是根据焊缝截面尺寸W和侧壁熔合情况作出适当的调整。
在进行焊道盖面时,由于焊接应力引起管道的轴向收缩变形,焊缝截面尺寸不断变化的过程,所以焊接参数也有一个变化的范围。
在管道从打底到盖面的焊接过程中,焊接电流、电压、送丝速度、焊机行走速度只有相互匹配,才能够保证焊道的质量。
第三优选实施例:
以不锈钢材料Z3CN20-09Mφ938×100的管道进行焊接工艺试验,焊接材料选用ER316LSi(或ER316L)φ0.8、1.0,坡口尺寸和型式如图9所示。具体的焊接参数见表3。由于参数说明与第一或者第二优选实施例类似,在此不用进行详细描述。

 管道全位置自动焊接技术
管道全位置自动焊接技术
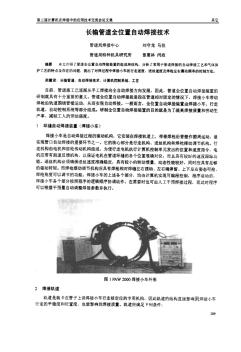 长输管道全位置自动焊接技术
长输管道全位置自动焊接技术