锻压的特点是:
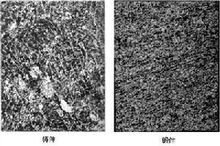
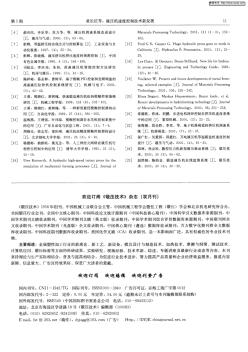
锻压可以改变金属组织,提高金属性能。铸锭经过热锻压后,原来的铸态疏松、孔隙、微裂等被压实或焊合;原来的枝状结晶被打碎,使晶粒变细;同时改变原来的碳化物偏析和不均匀分布,使组织均匀,从而获得内部密实、均匀、细微、综合性能好、使用可靠的锻件。锻件经热锻变形后,金属是纤维组织;经冷锻变形后,金属晶体呈有序性。
锻压是使金属进行塑性流动而制成所需形状的工件。金属受外力产生塑性流动后体积不变,而且金属总是向阻力最小的部分流动。生产中,常根据这些规律控制工件形状,实现镦粗拔长、扩孔、弯曲、拉深等变形。
锻压出的工件尺寸精确、有利于组织批量生产。模锻、挤压、冲压等应用模具成形的尺寸精确、稳定。可采用高效锻压机械和自动锻压生产线,组织专业化大批量或大量生产。
锻压的生产过程包括成形前的锻坯下料、锻坯加热和预处理;成形后工件的热处理、清理、校正和检验。常用的锻压机械有锻锤、液压机和机械压力机。锻锤具有较大的冲击速度,利于金属塑性流动,但会产生震动;液压机用静力锻造,有利于锻透金属和改善组织,工作平稳,但生产率低;机械压力机行程固定,易于实现机械化和自动化。 未来锻压工艺将向提高锻压件的内在质量、发展精密锻造和精密冲压技术、研制生产率和自动化程度更高的锻压设备和锻压生产线、发展柔性锻压成形系统、发展新型锻压材料和锻压加工方法等方面发展。
提高锻压件的内在质量,主要是提高它们的机械性能(强度、塑性、韧性、疲劳强度)和可靠度。这需要更好地应用金属塑性变形理论;应用内在质量更好的材料;正确进行锻前加热和锻造热处理;更严格和更广泛地对锻压件进行无损探伤。
少、无切削加工是机械工业提高材料利用率、提高劳动生产率和降低能源消耗的最重要的措施和方向。锻坯少、无氧化加热,以及高硬、耐磨、长寿模具材料和表面处理方法的发展,将有利于精密锻造、精密冲压的扩大应用。

 欢迎订阅《锻压技术》杂志(双月刊)
欢迎订阅《锻压技术》杂志(双月刊)
 全国锻压机床机械标准化技术委员会成立
全国锻压机床机械标准化技术委员会成立