选择特殊符号
选择搜索类型
请输入搜索

带有速度负反馈的电磁调速异步电动机的主要缺点是:在空载或轻载(小于10%额定转矩)时,由于反馈不足,会造成失控现象;所以此电机适用于长期高速运转和短时间低速运转。为适应印刷机低速运转的需要,在采用电磁调速异步电动机作主驱动的印刷机中往往再配装一台三相异步电动机作为低速电机使用。
电磁调速异步电动机(滑差电机)
烘版机采用这种电动机调速后,能有效地控制胶膜厚度,操作十分方便。骑马订书机采用这种电动机调速,能够根据书刊的要求相应地调节转速而提高书刊装订质量。
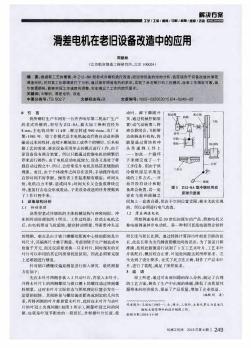
电磁调速异步电动机是由普通鼠笼式异步电动机、电磁滑差离合器和电气控制装置三部分组成。异步电机作为原动机使用,当它旋转时带动离合器的电枢一起旋转,电气控制装置是提供滑差离合器励磁线圈励磁电流的装置。这里主要介绍电磁滑差离合器,图2-19是其结构示意图。它包括电枢、磁极和励磁线圈三部分。电枢为铸钢制成的圆筒形结构,它与鼠笼式异步电动机的转轴相连接,俗称主动部分;磁极做成爪形结构,装在负载轴上,俗称从动部分。主动部分和从动部分在机械上无任何联系。当励磁线圈通过电流时产生磁场,爪形结构便形成很多对磁极。此时若电枢被鼠笼式异步电动机拖着旋转,那么它便切割磁场相互作用,产生转矩,于是从动部分的磁极便跟着主动部分电枢一起旋转,前者的转速低于后者,因为只有当电枢与磁场存在着相对运动时,电枢才能切割磁力线。磁极随电枢旋转的原理与普通异步电动机转子跟着定子绕组的旋转磁场运动的原理没有本质区别,所不同的是:异步电动机的旋转磁场由定子绕组中的三相交流电产生,而电磁滑差离合器的磁场则由励磁线圈中的直流电流产生,并由于电枢旋转才起到旋转磁场的作用。

传统电机指常规永磁电机,齿根部容易饱和、齿槽转矩严重,电机的定位力矩比较大,启动困难。盘式电机:由它的结构可以知道,电机散热性能好(传统的电机定子把转子包在里面了,散热性不是很好。)而且盘式电机应用在...
转差率=(同步转速-异步转速)/同步转速 同步转速=60*电源频率/极对数 异步转速就是电机的转速。 变频节能就是指变频调速。 变频调速技术的基本原理是根据电机转速与工作电源输入频率成正比的关系: n...
电机与拖动:了解电机的工作原理,研究如何控制电机的启动、稳速、调速和制动等电 机 学:研究电机的工作原理、设计和制造工艺等
1-原动机 2-工作气隙 3-主轴 4-输出轴 5-磁极 6-电枢
电磁滑差离合器的机械特性可近似地用下列经验公式表示:
n=n0-KT2/I4f
式中:n0-离合器主动部分(鼠笼电动机)的转速;
n-离合器从动部分(磁极)的转速;
If-励磁电流;
K-与离合器结构有关的系数;
T-离合器的电磁转矩。
当稳定运行时,负载转矩与离合器的电磁转矩相等。由上述公式可知:
(1)当负载一定时,励磁电流If的大小决定从动部分转速的高低,励磁电流愈大,转速愈高;反之,励磁电流愈小,转速就愈低。根据这一特性,可以利用电气控制电路非常方便地调节从动部分的转速。
(2)当励磁电流一定时,从动部分转速将随着负载转矩增加而急剧降低,并且这种下降在弱励磁电流的情况下更加严重,如图2-20a所示,它具有较软的机械特性,这种软的机械特性在许多情况下,不能满足生产机械的要求。为了获得范围较广,平滑而稳定的的调速特性,通常采用速度负反馈的措施,使电磁滑差离合器具有如图2-20b所示的硬机械特性。
图2-21为带有速度负反馈的电磁调速异步电动机原理框图。它是利用测速发电机把离合器的输出速度n换成交流电压U-,再经整流器变成直流电压U-。将U-送入比较元件,与给定直流励磁电压Uf进行比较。得电压差△Uf-U-。所以输入离合器的励磁电流If不是正比于励磁电压Uf,而是正比于电压△U。由于U~(U-)的大小与转速n有关,n增大,U~(U-)变大。n减小,U~(U-)变小。因此,在给定直流励磁电压Uf有变情况下,输入的励磁电流If的大小与转速n有关,即随着n的下降或上升,励磁电流If将自动增加或减小,由于负反馈的作用,提高了电磁离合器机械特性的硬度,这时调速的参数不再是电流If将自动增加或减小,由于负反馈的作用,提高了电磁离合器机械特性的硬度,这时调速的参数不再是电流If而是电压Uf。显然,给定励磁电压Uf愈高,则转速n愈高;反之则转速愈低,如图2-20b所示。
从图中可以看出:在空载或轻载(小于10%额定转矩)时,由于反馈量不足,会造成失控现象,此外,在调速时,随着转速降低,离合器的输出功率和效率也相应地按比例下降。
该电动机与转运惯量较大的工作机械之间装有滑差离合器,起动时可以逐渐增加电流,能很平滑地起动。
在阻力较大的拖动系统中,例如J2203胶印机,电动机往往不能带负载直接起动,这时可在起动前先断开离合器的励磁电源,使鼠笼电动机先空载起动,然后再接上励磁电源就可起动了。

由电磁调速异步电动机的工作原理知,电磁调速异步电动机的速度调节,可通过调节滑差离合器的励磁电流来实现。下面介绍两种调节滑差离合器励磁电流的电路。
(1)用调压器调速。在图2-22中,是用调压变压器来改变励磁电流的整流器电源电压,以达到调速的目的。在此系统中,没有速度负反馈,电机的机械特性较软,一般可用于要求不高的调速差系统中。例如,制铜锌版使用的无粉腐蚀机,胶印制版的烘版机等。
由于这种控制线路结构简单,便于维护,所以在印刷机构中仍有实用意义。在图2-22中,TC是单机调压变压器,初级电压220V,次级电压为0-250V。整流元件是2CZ型硅二极管,型号的选择应根据离合励磁线圈的功率或电流来确定。从电路图可看出,只要改变调压变压器的次级电压,就能改变整流输出直流电压,即改变滑差离合器励磁电流,这样就能调节电机的转速。
(2)速度负反馈电磁调速异步电动机控制电路。广泛采用具有速度负反馈的滑差离合器的控制装置,来实现宽范围无级调速,它比起其它调速电动机来说,
具有以下主要优点:
①交流无级调速,机械特性硬度较高;
②结构简单、工作可靠、维护方便、价格低廉;
③调速范围大,用在像印刷机这样的恒转矩负载时,一般可达10:1,有特殊要求(如轮转机)时亦可达50:1;
④可调节转矩。在现代化的联合轮转机中,都应用了自动化的纸张拉紧机械,它可以达到随着卷筒纸直径的变化,调节离合器的转矩经保持拉力不变。
下面以ZLK-10型调速装置为例,说明电磁调速异步电动机的调速线路的组成及其工作原理。
它由给定电压、速度负反馈、放大器、触发电路、可控硅(晶闸管)整流等环节组成下面对它的基本环节进行分析。
①给定电压环节。给定电压环节起始于变压器TC副边5端、6端间的绕组。24V的交流电压经VD2、整流并经C2、R2、C3滤波和VZ稳压,得到16V的直流电压。最后由R5和RP4“定速”档的转速。“运转”、“定速”由中间继电器KA3控制。
②转速反馈环节。ZLK-10自动调速系统是采用三相交流测速发电机BR对转速进行采样。所得交流经VD8-VD13整流和C8、R13、RP2、RP3滤液后,得到反馈电压,经过R8传至放大器的输入端。由于不同测速发电机灵敏度之间存在差异,所以采用RP2对反馈电压进行调节。转速表PV的刻度值依靠RP3调节。电容器C7用于减轻反馈电压的脉动,有利于调速系统动态稳定性的提高。
③放大器。放大器是以晶体管V2为核心组成。二极管VD4、VD5、VD6用作双向限幅保护,以避免V2的发射结承受过高的电压。给定电压与转速反馈电压通过电阻R6、R7和R8进行组合,形成输入信号,其值正比于上述两个电压之差。这个差值经V2放大后可影响V2的集电极电位,对单结晶体管触发脉冲形成电路进行控制。
④触发电路。单结晶体管触发电路的电源是由V1、VD3、R4与变压器TC的6、7绕组组成。TC的6、7端输出3V交流电压,当为负半周期时,V1截止,V1集射极间电压为16V,如图2-25b所示;当7.6端输出为正半周期时,经VD3整流后加到V1的集射极上使V1饱和导通,Vcel=0,放大器与触发电路不能工作,如图2-25b所示。
由V3和R11组成的恒流源,再加上电容器C6,能产生锯齿波用作移相,如图2-25c所示。其原理是这样的:设V3和R11恒流源的恒定电源是I0,恒定电流向C6充电,Uc6=1/C6∫t0Iodt,使C6上的电压上升,当上升到单结管VU的峰值时单结管导通C6放电。放电到VU的谷值时又重新充电。而恒定电流I0的大小又受放大器V2输出电压的控制。如当V2的输入电压增大,V3的基极电压就降低,V3更加导通,V3集电极电流I0增大,这样充放电速度加快,可控硅触发提前,如图2-25d所示,导通角增大,导致励磁电压增大,如图2-25e所示;同理V2的输入电压减小时,I0减小,导致导通角减小,励磁电压减小。可见输入电压的大小可以控制可控硅的触发时刻。
触发器最终在VU的第一基极通过脉冲变压器TV输给晶闸管的控制极。二极管VD7用以短路负脉冲,防止可控硅因控制极出现负脉冲而击穿。
⑤可控硅整流电路。该系统采用可控硅单相半波整流电路,波形如图2-25e所示。整流电路的输出控制转差离合器的励磁线圈来产生励磁电流并最终影响电机的转速。图中R1、C1和热敏电阻RV均对可控硅有过压保护作用。VD1为续流二极管,其作用是,正半周时由于可控硅导通而使离合器工作;负半周时可控硅不导通,励磁线圈产生的反向电动势可经过VD1形成放电回路,使线圈中的电流连续,从而使离合器工作稳定。
综合上述,当ZLK-10自动调速系统处于“运转”状态,也就是调速状态时,通过调节电位器RP4改变电压给定环节的电压,来改变电动机的转速。例如调节RP4使给定电压Uf增大,这时转速负反馈系统给出的电压U-保持不变,输入到V2的电压△U增加,由V3和11出增大,滑差离合器的励磁电流增大,最终电动机转速变快。调速过程如下:
Uf↑→△U↑→Uc充电加快→Ug触发提前→If↑→n↑
当ZLK-10调速系统置于“定速”状态,也就是稳速状态时,通过调速系统可以稳定由于负载RL变化而引的转速变化。例如当负载变小时,电机转速将变快,转速负反馈电路给出的电压U-将增大,经过R6、R7、R8给出的比较电压△U将减小,这样C6充电速度变慢,单机转速变慢。经过这样的所馈过程将使电机的转速基本不变。稳速过程如下:
RL→n↑→U-△U↓→Uc充电变慢→Ug触发滞后→If↓→n↓2100433B

 滑差电机在老旧设备改造中的应用
滑差电机在老旧设备改造中的应用
滑差电机在老旧设备改造中的应用
根据新工艺的需要,对Z12-8A型老式冷镦机进行改造,经过对设备的结构分析,选定适合于设备改造的滑差调速电机,并对其工作原理进行了分析,通过滑差调速电机的采用,实现了单击锻打的工作模式,设备工作稳定可靠,操作简便顺畅,能够实现工作速度的调整,完全满足了工作的使用要求。
 燃煤系统给煤机滑差电机改造三菱变频调速器的应用
燃煤系统给煤机滑差电机改造三菱变频调速器的应用
燃煤系统给煤机滑差电机改造三菱变频调速器的应用
阐述了我厂#10机调速系统采用调速板+滑差电机控制,此方法存在设备复杂、易出现故障、操作繁琐、运行可靠性差、调速精度及线性度差、维护工作量大等缺点,介绍了变频调速变频调速器以其体积小、重量轻、可控性可靠性高、通用性强、调速范围大、保护功能全、特性硬及节能等优点。
1.1 滑差电机轴承损坏
滑差电机由拖动电机(交流三相异步电动机)、无滑环滑差离合器和测速发电机组成,测速发电机与滑差离合器输出轴共轴。由于缝隙煤槽处(俗称地沟)工作环境差,粉尘污染较大,加之滑差电机外壳为鼠笼状,未密封,煤尘直接从鼠笼的缝隙进入滑差离合器内,经常造成轴承卡死甚至损坏。
1.2 调速不可靠
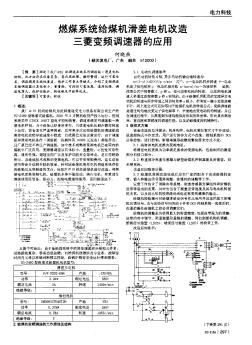
该滑差电动机离合器的励磁电源,采用可控硅整流电源供电,使之实现宽幅无级调速。为了提高滑差电机的抗干扰性能,在可控硅控制回路中采用速度负反馈及电压微分负反馈电路的反馈系统。
同样因为粉尘污染较大,煤尘从接线盒进入测速发电机,造成测速反馈电路的反馈信号失真,从而直接影响了调速的准确性和可靠性,给运行人员控制给煤量带来很大的困难,同时也对配煤质量造成影响。
此外,还经常发生测速发电机因被煤粉卡死而烧坏事故。
1.3 动力电源易缺相、断相
叶轮给煤机供电方式是滑触线,其动力电源是利用集电器从滑触线上取得。因滑触线导线裸露,受环境影响(粉尘、潮湿)大,加之行车轨道变形等因素,导致集电器刷与滑触线接触不良,而且集电器易脱落,造成给煤机动力电源缺相、断相,多次发生拖动电机烧坏的事故。
2.1 加强对缝隙煤槽的粉尘治理
在缝隙煤槽处采用可靠的SMZ综合除尘技术(即水喷雾+密封+LZZ型扁布袋除尘器)。为全面消除拨煤及落煤时产生的粉尘,在加强对叶轮给煤机导料槽等处的密封的同时,将除尘器和水泵安装在叶轮给煤机上,在缝隙煤槽下部的梁上安装水槽,除尘器和水泵随着叶轮给煤机的移动而移动,从而实现了在缝隙煤槽全段范围内的除尘和水喷雾,使其粉尘浓度大大降低,改善了工作环境。
2.2 将滑差调速改为变频调速
由于滑差电机在运行中存在启动电流大、不能长时间低速运转、滑差离合器和测速发电机部分易损并影响调速的可靠性等缺点,而且滑差电机结构复杂、体积大,检修起来比较困难,故改用调速范围广、运行稳定、维修操作方便的变频调速替代滑差调速。我厂采用日本三菱电机株式会社生产的FR-A500型变频调速器,其变频调速范围为11~50 Hz。
2.3 供电方式从滑触线改为拖缆
为提高供电可靠性,将滑触线供电改为拖缆供电,动力电源直接从拖缆送到电机,减少了中间环节(集电器),从根本上消除了因集电器与滑触线接触不良以及集电器脱落带来的电源缺相、断相而造成的拖动电机烧坏事故。
以上改进后,叶轮给煤机运行可靠性有了很大提高,故障率大大降低,检修工作量相应减少,运行操作起来也比较简单。
1.1 滑差电机轴承损坏
滑差电机由拖动电机(交流三相异步电动机)、无滑环滑差离合器和测速发电机组成,测速发电机与滑差离合器输出轴共轴。由于缝隙煤槽处(俗称地沟)工作环境差,粉尘污染较大,加之滑差电机外壳为鼠笼状,未密封,煤尘直接从鼠笼的缝隙进入滑差离合器内,经常造成轴承卡死甚至损坏。
1.2 调速不可靠
该滑差电动机离合器的励磁电源,采用可控硅整流电源供电,使之实现宽幅无级调速。为了提高滑差电机的抗干扰性能,在可控硅控制回路中采用速度负反馈及电压微分负反馈电路的反馈系统。
同样因为粉尘污染较大,煤尘从接线盒进入测速发电机,造成测速反馈电路的反馈信号失真,从而直接影响了调速的准确性和可靠性,给运行人员控制给煤量带来很大的困难,同时也对配煤质量造成影响。
此外,还经常发生测速发电机因被煤粉卡死而烧坏事故。
1.3 动力电源易缺相、断相
叶轮给煤机供电方式是滑触线,其动力电源是利用集电器从滑触线上取得。因滑触线导线裸露,受环境影响(粉尘、潮湿)大,加之行车轨道变形等因素,导致集电器刷与滑触线接触不良,而且集电器易脱落,造成给煤机动力电源缺相、断相,多次发生拖动电机烧坏的事故。
2.1 加强对缝隙煤槽的粉尘治理
在缝隙煤槽处采用可靠的SMZ综合除尘技术(即水喷雾 密封 LZZ型扁布袋除尘器)。为全面消除拨煤及落煤时产生的粉尘,在加强对叶轮给煤机导料槽等处的密封的同时,将除尘器和水泵安装在叶轮给煤机上,在缝隙煤槽下部的梁上安装水槽,除尘器和水泵随着叶轮给煤机的移动而移动,从而实现了在缝隙煤槽全段范围内的除尘和水喷雾,使其粉尘浓度大大降低,改善了工作环境。
2.2 将滑差调速改为变频调速
由于滑差电机在运行中存在启动电流大、不能长时间低速运转、滑差离合器和测速发电机部分易损并影响调速的可靠性等缺点,而且滑差电机结构复杂、体积大,检修起来比较困难,故改用调速范围广、运行稳定、维修操作方便的变频调速替代滑差调速。我厂采用日本三菱电机株式会社生产的FR-A500型变频调速器,其变频调速范围为11~50 Hz。
2.3 供电方式从滑触线改为拖缆
为提高供电可靠性,将滑触线供电改为拖缆供电,动力电源直接从拖缆送到电机,减少了中间环节(集电器),从根本上消除了因集电器与滑触线接触不良以及集电器脱落带来的电源缺相、断相而造成的拖动电机烧坏事故。
以上改进后,叶轮给煤机运行可靠性有了很大提高,故障率大大降低,检修工作量相应减少,运行操作起来也比较简单。
总之,普通型开启式滑差电机经以上防腐的绝缘改造后,能安全运行一个检修周期(一年),特别是励磁线圈已基本过关,大检修时,只要清洗干净,烘焙一下就可使用。经几年的运行,证明这种改造是可行的,对连续稳定生产起到保证作用 。