回流炉焊接
A类设置:包括单面回流炉产品,双面回流炉第一面、双面(一面焊膏、另一面胶水)的焊膏面(带BGA产品不在此类);
B类设置:包括普通双面回流炉的第二面;
C类设置:包括所有带BGA的产品;
手机设置:289、389、802手机主板。
回流炉的温度曲线分为以下几段:预热、保温干燥、焊接。预热是为了使元器件在焊接时所受的热冲击最小。元器件一般能忍受的温度变化速率为4℃/SEC以下,因此预热阶段升温速率一般控制在1℃/SEC~3℃/SEC,同时温升太快会造成焊料溅出。保温干燥是为了保证焊料助焊剂完全干燥,同时助焊剂对焊接面的氧化物去除,起活化作用。回流焊接区,锡膏开始融化并呈流动状态,一般要超过熔点温度20℃才能保证焊接质量。为了保证呈流动状态的焊料可润湿整个焊盘以及元器件的引出端,要求焊料呈熔融状态的时间为40~90秒,这也是决定是否产生虚焊和假焊的重要因素。
对于焊接,温度曲线要求如下:
阶段
温度
时间
预热
室温升至110℃~150℃
50秒左右
保温干燥
130℃~160℃
80~150秒
焊接
大于183℃
40~90秒
200℃以上
20~45秒
峰值温度
MAX230℃
MIN 210℃
胶水固化
对于LOCTITE3609,3611红胶的温度曲线要求:
温度范围
持续时间
140~160℃
80~130秒
对于LOCTITE3513红胶的温度曲线要求(Underfill):
回流炉是SMT最后一个关键工序,是一个实时过程控制,其过程变化比较复杂,涉及许多工艺参数,其中温度曲线的设置最为重要,直接决定回流焊接质量。
一般生产线均采用强迫对流热风回流炉(Hot-air reflow oven),其热特性改变相对较小,同时采用免清洗焊膏Qualitek delta(sn/pb比例63/37),能必较完美完成公司现有PCB低密度产品回流焊接,高密度PCB板则须特别控制。现在我们对回流炉管制的具体操作是检查回流炉各温区温度,定期测量温度曲线,以检验回流炉是否被控制在正常壮态,是否达到焊膏及胶水推荐温度曲线,同时检查温度的均匀性。但是,公司PCB组装上大量使用BGA、PLCC、FINE PITCH 等元件,加上PCB材料、尺寸、元件布置、可焊性的不同,其传热程度、温度曲线和回流焊炉温度设置必然有差别。必须对不同类型PCB作温度曲线测量。
回流炉热风回流原理
当PCB进入预热区时,焊膏中的水份、气体蒸发,助焊剂湿润元件引脚和焊盘,焊膏开始软化并覆盖焊盘,使元件引脚和焊盘与氧气隔离;PCB进入回流区时,温度迅速上升,焊膏达到熔化状态,对PCB上的元件引脚和焊盘湿润、扩散、回流、之后冷却形成锡焊接头,从而完成了回流焊。
强迫对流热风回流即通过气流循环,在元件的上下两个表面,以相对较低的温度而产生高效的热传递,同时使小型元件避免过热,避免由于单面受热引起PCB变形,PCB上大量的焊点相对均匀地受热,从而实现回流焊接。
炉温曲线测试方法
具体的温度曲线一般随所用测试方法、测试点的位置以及SMA的加载情况的不同而有所不同。再流焊机温度曲线的测试,一般采用能随SMA组件一同进入炉膛内的温度采集器进行测试,测量采用K型热电偶,偶丝直径0.1~0.3mm为宜,测试后将温度采集器数据输入计算机或专用温度曲线数据处理机并显示或打印出SMA组件随传送带运行形成的温度曲线。
测试步骤:
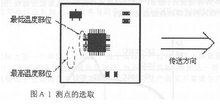
1)选取能代表SMA组件上温度变化的测试点,一般至少应选取三点,这三点应反映出表面组装组件上温度最高、最低、中间部位上的温度变化。再流焊机所用传送方式的不同有时会影响最高、最低部位的分布情况,这点应根据具体炉子情况具体考虑。对于网带式传送的再流焊机表面组装件上最高温度部位一般在SMA与传送方向相垂直的无元件的边缘中心处,最低温度部位一般在SMA靠近中心部位的大型元器件处(如PLCC),参见图A1。
2)用高温焊料、贴片胶或高温胶带纸将温度采集器上的热电偶测量 头分别固定到SMA组件上已选定的测试点部位,再用高温胶带把热电偶丝固定,以免因热电偶丝的移动影响测量数据,参见图A2所示。采用焊接办法固定热电偶测试点,注意各测试点焊料量尽量小和均匀。
3)将被测的SMA组件连同温度采集器一同置于再流焊机入口处的传送链/网带上,随着传送链/网带的运行,将完成一个测试过程。注意温度采集器距待测的SIMA组件距离应大于100mn。
4)将温度采集器记录的温度曲线显示或打印出来。由于测试点热容量的不同,通过三个测试点所测的温度曲线形状会略有不同,炉温设定是否合理,可根据三条曲线预热结束时的温度差、焊接峰值温度以及再流时间来考虑。
回流炉温设置步骤
1)首先,按照生产量设定传送带速,注意带速不能超过再流焊工艺允许的最大速度(这里指应满足预热升温速率运≤3℃/s,焊接峰值温度和再流时间应满足焊接要求)。
2)初次设定炉温。
3)在确保炉内温度稳定后,进行首次温度曲线测试。
4)分析所测得的温度曲线与所设计的温度曲线的差别,进行下一次炉温调整。
5)在确保炉内温度稳定以及测试用SMA冷却到室温后,进行下一次温度曲线的测试。
6)重复4)~5)过程,直到所测温度曲线与设计的理想温度曲线一致为止。
-