选择特殊符号
选择搜索类型
请输入搜索
A类设置:包括单面回流炉产品,双面回流炉第一面、双面(一面焊膏、另一面胶水)的焊膏面(带BGA产品不在此类);
B类设置:包括普通双面回流炉的第二面;
C类设置:包括所有带BGA的产品;
手机设置:289、389、802手机主板。
回流炉的温度曲线分为以下几段:预热、保温干燥、焊接。预热是为了使元器件在焊接时所受的热冲击最小。元器件一般能忍受的温度变化速率为4℃/SEC以下,因此预热阶段升温速率一般控制在1℃/SEC~3℃/SEC,同时温升太快会造成焊料溅出。保温干燥是为了保证焊料助焊剂完全干燥,同时助焊剂对焊接面的氧化物去除,起活化作用。回流焊接区,锡膏开始融化并呈流动状态,一般要超过熔点温度20℃才能保证焊接质量。为了保证呈流动状态的焊料可润湿整个焊盘以及元器件的引出端,要求焊料呈熔融状态的时间为40~90秒,这也是决定是否产生虚焊和假焊的重要因素。
对于焊接,温度曲线要求如下:
阶段 | 温度 | 时间 | |
预热 | 室温升至110℃~150℃ | 50秒左右 | |
保温干燥 | 130℃~160℃ | 80~150秒 | |
焊接 | 大于183℃ | 40~90秒 | |
200℃以上 | 20~45秒 | ||
峰值温度 | MAX230℃ | ||
MIN 210℃ | |||
对于LOCTITE3609,3611红胶的温度曲线要求:
温度范围 | 持续时间 |
140~160℃ | 80~130秒 |
对于LOCTITE3513红胶的温度曲线要求(Underfill):
回流炉是SMT最后一个关键工序,是一个实时过程控制,其过程变化比较复杂,涉及许多工艺参数,其中温度曲线的设置最为重要,直接决定回流焊接质量。
一般生产线均采用强迫对流热风回流炉(Hot-air reflow oven),其热特性改变相对较小,同时采用免清洗焊膏Qualitek delta(sn/pb比例63/37),能必较完美完成公司现有PCB低密度产品回流焊接,高密度PCB板则须特别控制。现在我们对回流炉管制的具体操作是检查回流炉各温区温度,定期测量温度曲线,以检验回流炉是否被控制在正常壮态,是否达到焊膏及胶水推荐温度曲线,同时检查温度的均匀性。但是,公司PCB组装上大量使用BGA、PLCC、FINE PITCH 等元件,加上PCB材料、尺寸、元件布置、可焊性的不同,其传热程度、温度曲线和回流焊炉温度设置必然有差别。必须对不同类型PCB作温度曲线测量。
当PCB进入预热区时,焊膏中的水份、气体蒸发,助焊剂湿润元件引脚和焊盘,焊膏开始软化并覆盖焊盘,使元件引脚和焊盘与氧气隔离;PCB进入回流区时,温度迅速上升,焊膏达到熔化状态,对PCB上的元件引脚和焊盘湿润、扩散、回流、之后冷却形成锡焊接头,从而完成了回流焊。
强迫对流热风回流即通过气流循环,在元件的上下两个表面,以相对较低的温度而产生高效的热传递,同时使小型元件避免过热,避免由于单面受热引起PCB变形,PCB上大量的焊点相对均匀地受热,从而实现回流焊接。
具体的温度曲线一般随所用测试方法、测试点的位置以及SMA的加载情况的不同而有所不同。再流焊机温度曲线的测试,一般采用能随SMA组件一同进入炉膛内的温度采集器进行测试,测量采用K型热电偶,偶丝直径0.1~0.3mm为宜,测试后将温度采集器数据输入计算机或专用温度曲线数据处理机并显示或打印出SMA组件随传送带运行形成的温度曲线。
测试步骤:
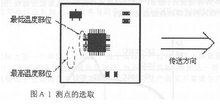
1)选取能代表SMA组件上温度变化的测试点,一般至少应选取三点,这三点应反映出表面组装组件上温度最高、最低、中间部位上的温度变化。再流焊机所用传送方式的不同有时会影响最高、最低部位的分布情况,这点应根据具体炉子情况具体考虑。对于网带式传送的再流焊机表面组装件上最高温度部位一般在SMA与传送方向相垂直的无元件的边缘中心处,最低温度部位一般在SMA靠近中心部位的大型元器件处(如PLCC),参见图A1。
2)用高温焊料、贴片胶或高温胶带纸将温度采集器上的热电偶测量 头分别固定到SMA组件上已选定的测试点部位,再用高温胶带把热电偶丝固定,以免因热电偶丝的移动影响测量数据,参见图A2所示。采用焊接办法固定热电偶测试点,注意各测试点焊料量尽量小和均匀。
3)将被测的SMA组件连同温度采集器一同置于再流焊机入口处的传送链/网带上,随着传送链/网带的运行,将完成一个测试过程。注意温度采集器距待测的SIMA组件距离应大于100mn。
4)将温度采集器记录的温度曲线显示或打印出来。由于测试点热容量的不同,通过三个测试点所测的温度曲线形状会略有不同,炉温设定是否合理,可根据三条曲线预热结束时的温度差、焊接峰值温度以及再流时间来考虑。
1)首先,按照生产量设定传送带速,注意带速不能超过再流焊工艺允许的最大速度(这里指应满足预热升温速率运≤3℃/s,焊接峰值温度和再流时间应满足焊接要求)。
2)初次设定炉温。
3)在确保炉内温度稳定后,进行首次温度曲线测试。
4)分析所测得的温度曲线与所设计的温度曲线的差别,进行下一次炉温调整。
5)在确保炉内温度稳定以及测试用SMA冷却到室温后,进行下一次温度曲线的测试。
6)重复4)~5)过程,直到所测温度曲线与设计的理想温度曲线一致为止。
设备的现代化设计以及相关法规的认证保证机器可对应于所有SMT的无缺陷应用,包括无铅应用。机器也非常适用于经常切换中小型机种的用户,通用性的载板使机器具有相当的灵活性。
优势:
■ 可对应于高性能的焊接要求
■ 预热和焊接过程的无氧环境
■ 整个焊接组件的温度一致性
■ 决不会发生温度过热现象
■ 决无阴影现象
■ 可进行单板多次焊接
■ 超低的操作成本
■ 灵活通用性和独立操作性
工作载板具有广泛的通用性和方便的灵活性。选配附带密闭冷却系统,永久过滤系统和数据收集功能。
标准基板尺寸:
-VP1000-33: 300x350 mm
-VP1000-53: 500x350 mm
-VP1000-56: 600x500 mm
自定义尺寸:
- 基板规格: 1500 x 1000 mm
- 最大产品高度 300 mm
- 最大基板重量 25 kg
在线VP1000 - 56si系统是基于VP1000系列上的在线生产机器模块化设计可使机器具备以下低成本特色:
■ 具备自动进板和出板功能
■ 自动加载和排出载板治具
■ 可方便与前后的设备或储板设备连接
优势:
■ 可对应于高性能的通用在线焊接要求
■ 预热和焊接过程的无氧环境
■ 整个焊接组件的温度一致性
■ 决不会发生温度过热现象
■ 决无阴影现象
■ 可进行单板多次焊接
■ 无任何损耗时间即可进行曲线测定
■ 超低的操作成本
标准基板尺寸:
- VP 1000 - 56si: 500 x 600 mm
每板生产周期60秒
自检测功能的传输导轨
带 3 mm or 5 mm边缘支持的双导轨

回流炉工艺是通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。回流炉是SMT(表面贴装技术)最后一个关键工序,是一个实时过程控制,其过程变化比较复杂,涉及许多工艺参数,其中温度曲线的设置最为重要,直接决定回流焊接质量。
回流焊炉的主要作用是融锡的过程勤思科技的台式回流焊炉的主要工作流程如下,可以看一下哦,希望能对你有多帮助:在箱式的回焊炉中通常设置五个温度段来模拟链条输送式回流焊回焊炉的五个温区。为了保证SMT的PC...
微波炉瞬间可有250℃的高温,各种细菌1分钟内就会被杀灭,所以,微波炉的作用不仅是烹饪这么简单,家庭用微波炉还可以消毒。但是要看微波炉的火力是哪一档。如果是解冻的最低档位,那么温度就那么几十摄氏度。如...
红外/热风再流焊接是一个非平衡过程。对不同的SMA、不同的焊膏、不同的传送速度、不同的板间距必须设计一个特定的温度曲线。理想的温度曲线应根据焊接峰值温度、再流时间、预热最大升温速率以及SMA各点取得的最好热平衡来考虑。
随着"山寨"文化的流行,回流炉的前景如日中天。像日东、SUNEAST这类公司就是靠回流炉起家的。

 用焦炉煤气加热时炉温的调节
用焦炉煤气加热时炉温的调节
用焦炉煤气加热时炉温的调节
用焦炉煤气加热时炉温的调节 焦炉加热调节因使用煤气种类不同而有所不同. 用焦炉煤气加热时。 无论是下喷 式或是侧入式, 煤气都是由各支管、 旋塞等管件直接从砖煤气道引入的, 然后经 喷嘴 (烧嘴 )进人各立火道燃烧. 全部蓄热室都用来预热空气, 空气经斜道口进入 各立火道。 焦炉煤气不能经过蓄热室进行预热, 这是因为焦炉煤气组成中的甲烷等碳氢化合 物。遇蓄热室高温而分解,反而使煤气热值降低。并且因分解产生的游离碳,易 使蓄热室堵塞。但在总管上设置煤气预热器,将焦炉煤气预热到 45~55℃,可 防止萘及焦油从煤气中冷凝析出, 堵塞入炉管件,并可稳定煤气的温度以稳定焦 炉供热。 根据焦炉煤气性质及其加热特点,以下就烧焦炉煤气时炉温的调节予以介绍。 一、直行温度稳定性的调节 日常生产中,全炉温度用机、 焦侧直行平均温度来代表, 因此直行温度稳定性的 调节即是全炉总供热的调节,为使火道温度满足全炉
 生物质成型燃料双层炉排锅炉温度场试验研究
生物质成型燃料双层炉排锅炉温度场试验研究
生物质成型燃料双层炉排锅炉温度场试验研究
生物质成型燃料双层炉排锅炉温度场试验研究——介绍生物质直接燃烧技术的深入研究及锅炉技术的成熟和锅炉类型的多样化为更好开发生物质能源创造了条件。
真空回流炉包括以下几个结构:气路系统、冷却系统、加热系统,真空系统、测量系统和安全系统:
1、上下各7 个加热区,2个冷却区的热风回流炉,可充氮气。 2、 最高加热350℃,可做无铅产品; 3、PCB横向温差为:±2度; 4、轨道最大可调宽度400mm; 5、温度控制精度为:±1度。
热空气回流焊的过程本质上是一个热传递过程。在开始“烹饪”目标板之前,需要设置回流炉区温度。
回流炉区温度是加热元件将被加热到达此温度设定点的设定点。这是一个使用现代PID控制概念的闭环控制过程。该特定热元件周围的热空气温度数据将被反馈给控制器,控制器决定打开或关闭热能。

初始PCB温度
在大多数情况下,PCB的初始温度与室温相同。 PCB温度和烤箱室温度之间的差异越大,PCB板就会越快受热。回流炉室温度
回流炉室温度是热空气温度。 它可能直接与烤箱设置温度有关; 但是,它与设置点的值不同。传热的热阻
每种材料都具有耐热性。 金属具有比非金属材料更少的热阻,因此PCB层数和铜厚会影响传热。PCB热容量
PCB热容会影响目标板的热稳定性。 这也是获得高质量焊接的关键参数。 PCB厚度和元件的热容将影响传热。深圳市铭华航电SMT贴片加工结论是:烤箱设置温度与PCB温度不完全相同。当您需要优化回流焊曲线时,您需要分析电路板参数,例如电路板厚度,铜厚度和组件,以及熟悉回流焊炉的功能。
http://www.xmpcba.com/NewDetail2615.html
