角码锯安装与调试文献

 角码安装工艺
角码安装工艺
角码安装工艺
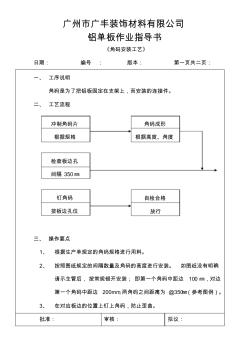
广州市广丰装饰材料有限公司 铝单板作业指导书 《角码安装工艺》 日期: 编号 : 版本: 第一页共二页: 一、 工序说明 角码是为了把铝板固定在支架上,而安装的连接件。 二、 工艺流程 三、 操作要点 1、 根据生产单规定的角码规格进行用料。 2、 按照图纸规定的间隔数量及角码的高度进行安装。 如图纸没有明确 请示主管后,按常规错开安装; 即第一个角码中距边 100 ㎜,对边 第一个角码中距边 200mm,两角码之间距离为 @350㎜(参考图例)。 3、 在对应板边的位置上钉上角码,防止歪曲。 批准: 审核: 拟议: 冲制角码片 根据规格 角码成形 根据高度、角度 检查板边孔 间隔 350㎜ 钉角码 按板边孔位 自检合格 放行 广州市广丰装饰材料有限公司 铝单板作业指导书 《角码安装工艺》 日期: 编号: 版本: 第二页共二页: 四、 质量要点 1、 角码的规格厚度、高度、螺钉孔、间隔要符
 齐纳安全栅的安装与调试
齐纳安全栅的安装与调试
齐纳安全栅的安装与调试
齐纳安全栅的安装与调试芦淳(河北省安装工程公司)0概述在含有易燃、易爆气体,粉尘及混合物的场所,使用电动仪表时,采用安全栅构成的本质安全防爆系统是行之有效的措施。系统中,安全份是一种不可缺少的关键仪表。安全栅按工作原理分为隔离式安全栅和齐纳安全栅,目...