角码锯技术参数文献

 钢板、角码检测报告
钢板、角码检测报告
钢板、角码检测报告
标准指示 检验值 单项判定 钢厚度≥ 8mm时 局部厚度≥ 70um 平均厚度≥ 85um 最小局部厚度 102um 平均厚度 117um 合格 检验依据 检验项目 镀锌层厚 度 所送样品委托检验项目的检验结果符合 GB/T13912-2002标准中的技 术指示要求。 检验结论 签发日期: 2015 年3月26日 GB/T 1312-2002 《金属覆盖层 钢铁制件热浸镀锌层技术要求及试验方法》 临朐县铮锋金属配件厂 来样日期 2015年3月25日 型号规格 生产日期 产品批号2015年3月20日 附注: 试样基材为钢板 915032 ----- 8*130*260 2015-3-20 受检单位 来样编号 生产单位 商 标同受检单位 检验报告 (Test Report ) 中心编号: 201520135 检验类别 委托检验样品名称 埋板
 角码安装工艺
角码安装工艺
角码安装工艺
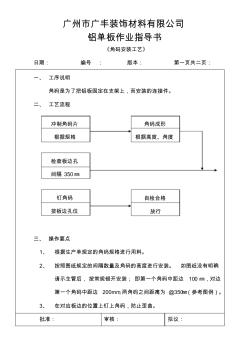
广州市广丰装饰材料有限公司 铝单板作业指导书 《角码安装工艺》 日期: 编号 : 版本: 第一页共二页: 一、 工序说明 角码是为了把铝板固定在支架上,而安装的连接件。 二、 工艺流程 三、 操作要点 1、 根据生产单规定的角码规格进行用料。 2、 按照图纸规定的间隔数量及角码的高度进行安装。 如图纸没有明确 请示主管后,按常规错开安装; 即第一个角码中距边 100 ㎜,对边 第一个角码中距边 200mm,两角码之间距离为 @350㎜(参考图例)。 3、 在对应板边的位置上钉上角码,防止歪曲。 批准: 审核: 拟议: 冲制角码片 根据规格 角码成形 根据高度、角度 检查板边孔 间隔 350㎜ 钉角码 按板边孔位 自检合格 放行 广州市广丰装饰材料有限公司 铝单板作业指导书 《角码安装工艺》 日期: 编号: 版本: 第二页共二页: 四、 质量要点 1、 角码的规格厚度、高度、螺钉孔、间隔要符