铰座生产情况及缺陷分析文献

 四川水泥企业及生产情况 (2)
四川水泥企业及生产情况 (2)
四川水泥企业及生产情况 (2)
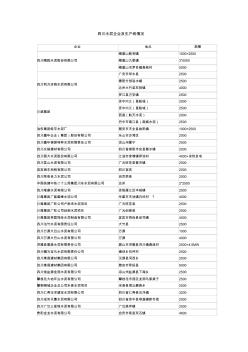
四川水泥企业及生产线情况 企业 地点 规模 四川峨胜水泥股份有限公司 峨眉山胜利镇 1000+2500 峨眉山九里镇 3*5000 峨眉山市罗目镇高枧村 5000 四川利万步森水泥有限公司 广安市邻水县 2500 德阳什邡洛水镇 2500 达州大竹县双拱镇 4000 罗江县万安镇 2500 川威集团 资中内江(星船城) 2000 资中内江(星船城) 2500 西昌(航天水泥) 2000 巴中市南江县(南威水泥) 2500 治权集团皓宇水泥厂 雅安市天全县始阳镇 1000+2500 四川嘉华企业(集团)股份有限公司 乐山市沙湾区 2000 四川嘉华锦屏特种水泥有限责任公司 凉山州冕宁 2500 四川女娲建材有限公司 四川省绵阳市安县雎水镇 2500 四川国大水泥股份有限公司 江油市含增镇界池村 4000+余热发电 四川匡山水泥有限公司 广元旺苍县普济镇 2500
 四川水泥企业及生产情况
四川水泥企业及生产情况
四川水泥企业及生产情况
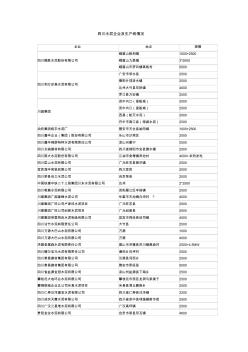
四川水泥企业及生产线情况 企业 地点 规模 四川峨胜水泥股份有限公司 峨眉山胜利镇 1000+2500 峨眉山九里镇 3*5000 峨眉山市罗目镇高枧村 5000 四川利万步森水泥有限公司 广安市邻水县 2500 德阳什邡洛水镇 2500 达州大竹县双拱镇 4000 罗江县万安镇 2500 川威集团 资中内江(星船城) 2000 资中内江(星船城) 2500 西昌(航天水泥) 2000 巴中市南江县(南威水泥) 2500 治权集团皓宇水泥厂 雅安市天全县始阳镇 1000+2500 四川嘉华企业(集团)股份有限公司 乐山市沙湾区 2000 四川嘉华锦屏特种水泥有限责任公司 凉山州冕宁 2500 四川女娲建材有限公司 四川省绵阳市安县雎水镇 2500 四川国大水泥股份有限公司 江油市含增镇界池村 4000+余热发电 四川匡山水泥有限公司 广元旺苍县普济镇 2500