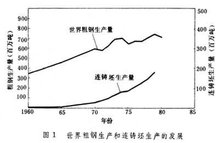
连续铸钢特点文献

 U型钢特点
U型钢特点
U型钢特点
设计优化合理应用先进的 MATLAB 优化设计软件及 ANSYS 有限分析软件对秤体进行辅导 设计,确保秤体整体强度和局部强度匹配。提供给客户可靠、 牢固的秤台, 避免经典力学对 局部强度无发准确计算而造成秤体设计本身就存在的局部变形的缺陷。 设计充分考虑车辆载 荷的分配,台面厚度 33cm,面板 10mm 以上, 6~7 根支承主梁。秤体局部强度比普通的型 钢秤有明显提高,避免秤体局部变形。秤体与面板、端板组焊后形成箱型结构。抗扭能力较 型钢组焊秤强。 秤体与面板、端板组焊后内腔形成封闭型腔。 内侧与外界空气隔绝,消除内 部绣蚀,提高了防腐能力,延长了产品的使用寿命。 模块化设计秤体搭接结构、支撑结构一致。减少用户备品备件数量及库存, 节约资金。 标准 化、系列化生产, 所有加工尺寸有工装夹具保证质量稳定可靠, 减少因故障而造成的停等时 间。模块按 15T, 20T, 25T, 40T,
 宝钢高强钢特点及应用
宝钢高强钢特点及应用
宝钢高强钢特点及应用
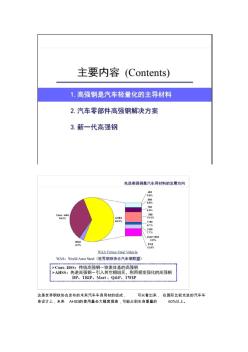
这是世界钢铁协会发布的未来汽车车身用材的组成, 可以看出来, 在国际比较先进的汽车车 身设计上,未来 AHSS的使用量会大幅度提高,可能占到车身重量的 60%以上。 汽车用钢相比其他钢铁材料, 主要有两个特点。 一个是强度要求会越来越高, 以实现汽车的 减重节能, 另一个特点是对材料成形性的要求会越来越高, 使得汽车厂可以设计形状更为复 杂的零部件, 当然,在实现上述两个目标的同时, 还要能保证成本上具有优势, 也就是说, 在汽车用钢里,通常不会加入那些比较昂贵的合金元素,如 Cr、Ni 等,即使要 加,量也会很少。 这是国际比较公认的 AHSS与其它材料方案的减重和成本效果比较, 可以看出, AHSS还是具 有较强的综合优势。 这是汽车用钢的几种分类方法, 最常见的是以强度级别进行分类。 一般来说,抗 拉强度低于 340MPa的,称为软钢,超过 780MPa的,称为超高强钢,介于两者之