铆焊定盘技术参数文献

 铜排技术参数及焊接技术参数
铜排技术参数及焊接技术参数
铜排技术参数及焊接技术参数
铜排(铜母线) 、铜带验收标准 一、材质:国标 T2铜。 二、生产工艺:压延模具拉伸成型。 三、含铜量:含量 99.95%左右。 四、电阻率:≤ 0.017772Ωmm2/m。 五、密度: 20℃铜排密度 8.95g/cm 3。 六、抗拉强度:≥ 300N/mm2。 七、硬度: HB≥ 65。 八、弯曲 90度表面无裂纹。 九、直线度≤ 2mm/m。 十、表面光洁度 3.2。 十一、尺寸偏差± 0.5mm。 十二、铜排表面光滑平整、无裂纹、起皮、夹渣、气孔等现象。 MIG焊接产品技术数据 科学的管理、高素质的职工队伍,不断创新、用户至上的发展目标,严格执行企业 标准( Q/320621AXF01-2006 )、质量管理体系标准( ISO9001:2000),强有力的实施和 完善,才能生产出用户满意的高品质、过硬的合格产品。 一、选材 TMY 压延铜材 执行标准: GB/T2040-1989
 电焊机技术参数
电焊机技术参数
电焊机技术参数
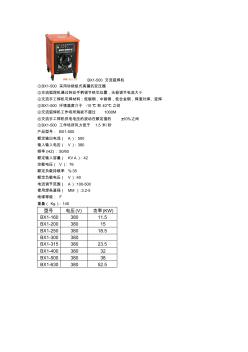
BX1-500 交流弧焊机 ①BX1-500 采用动绕组式高漏抗变压器 ②交流弧焊机通过转动手柄调节铁芯位置,无极调节电流大小 ③交流手工焊机可焊材料:低碳钢,中碳钢,低合金钢,焊渣对焊、竖焊 ④BX1-500 环境温度介于 -10°C和 40°C之间 ⑤交流弧焊机工作场所海拔不超过 1000M ⑥交流手工焊机供电电压的波动在额定值的 ±10%之间 ⑦BX1-500 工作场所风力低于 1.5 米/秒 产品型号: BX1-500 额定输出电流( A):500 输入输入电压( V):380 频率 (HZ):50/60 额定输入容量( KV A):42 空载电压( V): 76 额定负载持续率 %:35 额定负载电压( V) :40 电流调节范围( A) :100-500 使用焊条直径( MM ) :3.2-5 绝缘等级: F 重量( Kg):145 型号 电压 (V)