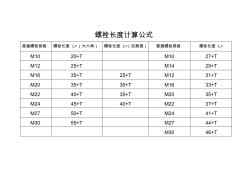
铆焊定盘平面度计算公式文献

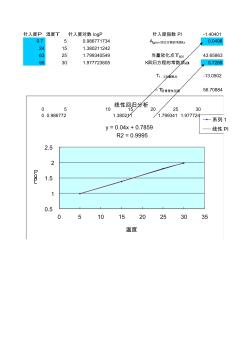 沥青针入度计算公式
沥青针入度计算公式
沥青针入度计算公式
针入度P 湿度T 针入度对数 logP -1.40401 9.7 5 0.986771734 0.0498 24 15 1.380211242 63 25 1.799340549 43.65863 95 30 1.977723605 0.7289 -13.0502 56.70884 0 5 10 15 20 25 30 0 0.986772 1.380211 1.799341 1.977724 T1,2当量脆点 △T沥青塑性范围 Algpen回归方程的系数b 针入度指数 PI 当量软化点T800 K回归方程的常数项a y = 0.04x + 0.7859 R2 = 0.9995 0.5 1 1.5 2 2.5 0 5 10 15 20 25 30 35 Lo gP 温度 线性回归分析 系列 1 线性PI 列1 性PI