选择特殊符号
选择搜索类型
请输入搜索
盲孔的英文是Blind Via,该孔有一边是在板子的表面,然后通至板子之内部为止。
盲孔就是连接表层和内层而不贯通整版的导通孔。
盲孔是指连接内层之间而在成品板表层不可见的导通孔。上述两类孔都位于线路板的内层,层压前利用通孔成型工艺完成,在过孔形成过程中可能还会重叠做好几个内层。
没有泥浆或其他循环流动介质把钻屑带到地面上的一种钻孔。
简称盲孔。在哺乳类的舌上,位于舌体和舌根分界线中心处的小孔,终于盲端。在甲状腺发生时,曾是从咽底陷入的遗迹,甲状腺起初籍甲状舌管与咽相连,但是不久甲状舌管退化,连系中断,甲状舌管朝向咽的开口部成为舌盲孔而存在。2100433B
沉孔,将紧固件的头部完全沉入零件的阶梯孔.counterborethrough-hole 通孔,指的是可以穿过的孔.blind-hole 盲孔,指是不通的孔,也就是一端是不通的孔.
螺母柱又称压铆螺母柱,是应用于钣金、薄板、机箱、机柜的一种紧固件,压铆螺母柱其外形一端呈六角形,另一端为圆柱状,六角边与圆柱状中间有一道退刀槽,可以分为圆身铆螺柱和滚花铆螺柱。具体产品信息可以登录上海...
帮你找到深圳市展亿公司报价,就像这样的盲孔压铆柱,六角压帽螺钉,价格为¥0.17,还有通过总结,得到比较不错的通用盲孔压铆螺母柱 ,价格是¥0.09,很高兴回答你的问题,希望我...
盲孔攻螺纹,如何提升丝锥寿命?
摘要:针对曲轴端面盲孔攻螺纹中影响丝锥寿命的因素,对丝锥结构、材质及机床工装进行改善,提升盲孔攻螺纹丝锥的寿命。
丝锥作为加工环境最复杂、最恶劣的刀具之一,特别是在盲孔攻螺纹的全封闭环境中,丝锥的选型、机床可靠性非常重要。在加工过程中,丝锥过早磨损、崩刃、断裂等现象都会造成丝锥的寿命降低,同时对加工产品的质量影响非常大。所以,提升盲孔攻螺纹中丝锥寿命的研究十分重要,主要从丝锥结构、材质和机床可靠性等方面着手。
1. 丝锥改进
(1)丝锥容屑槽优化。在曲轴盲孔攻螺纹中,丝锥退刀时常遇到崩刃的情况,进而造成内孔烂牙的问题。这种情况,往往是由于丝锥排屑不畅造成,采用螺旋槽丝锥更有利于排屑。在选用螺旋槽丝锥时也要注意很多事项,如果螺旋槽丝锥的失效形式为刃部磨损,那么选用螺旋槽角度时可以适当的降低角度,以增加丝锥刃部的强度。比如:在特定加工情况下,通过试验验证,选用20°螺旋槽丝锥的寿命就要比30°螺旋槽丝锥的寿命高25%。
另外,丝锥在攻螺纹过程中排出的切屑形态也至关重要。我们更倾向于缠绕细密的切屑,这样有利于切屑的排出,不容易造成切屑在封闭腔体中对丝锥形成挤压。改变切屑的状态有很多种方法,最直接的是通过修改螺旋槽的槽型来实现。丝锥的螺旋槽一般采用磨制的方法加工,通过砂轮修形,可以加工出各种槽型。减小螺旋槽的圆弧半径,可以让切屑变的又细又密,有利于排屑(见图1)。

在深孔加工中,采用内冷丝锥可以有效减少切削热,减少丝锥刃部的早期失效。由于内冷丝锥的工艺复杂,往往价格很高。在实际运用中,可以通过加长排屑槽来达到同样的效果,丝锥的成本不会有太大的变化。
6层高频盲孔板
产品描述:
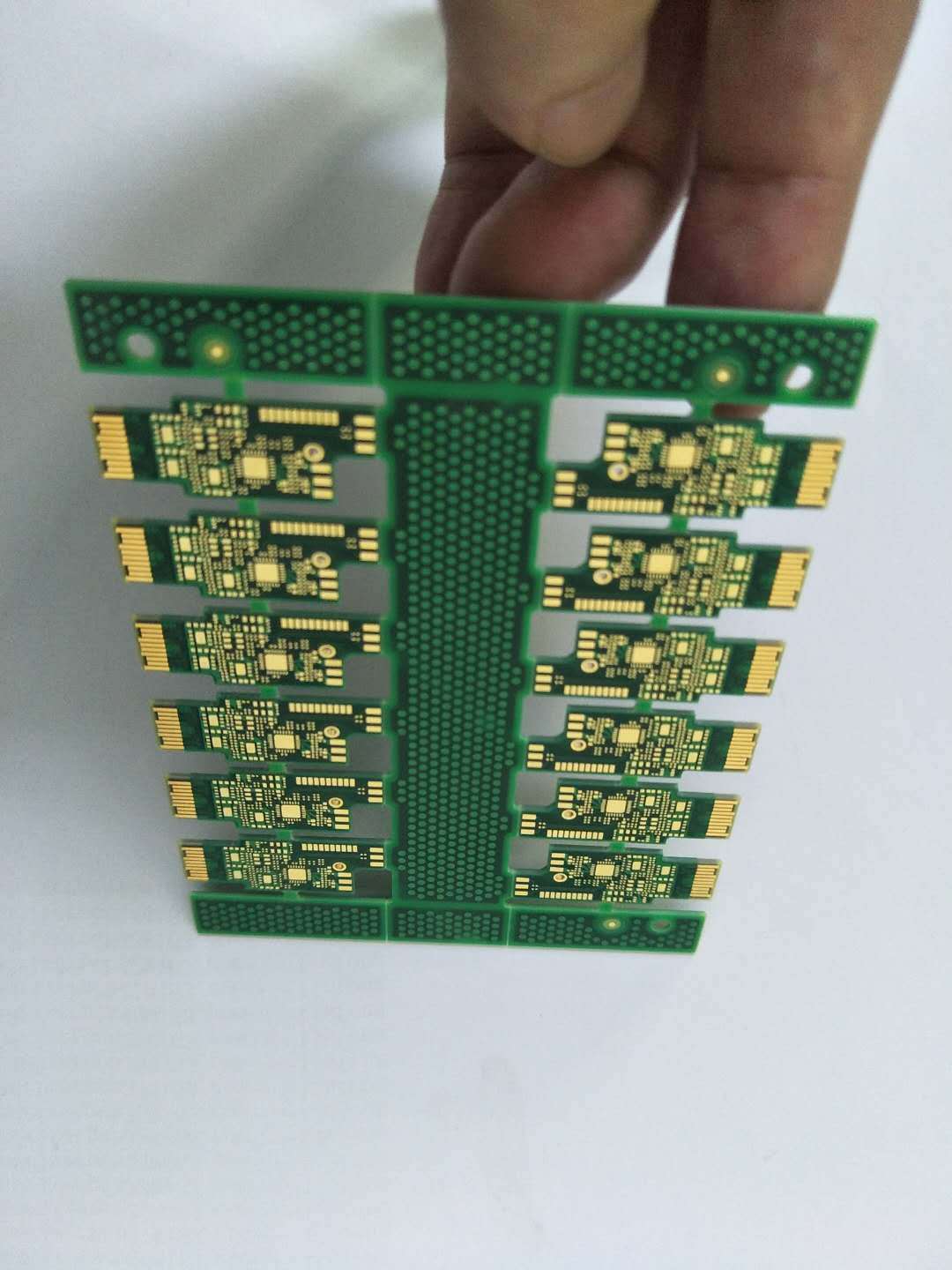
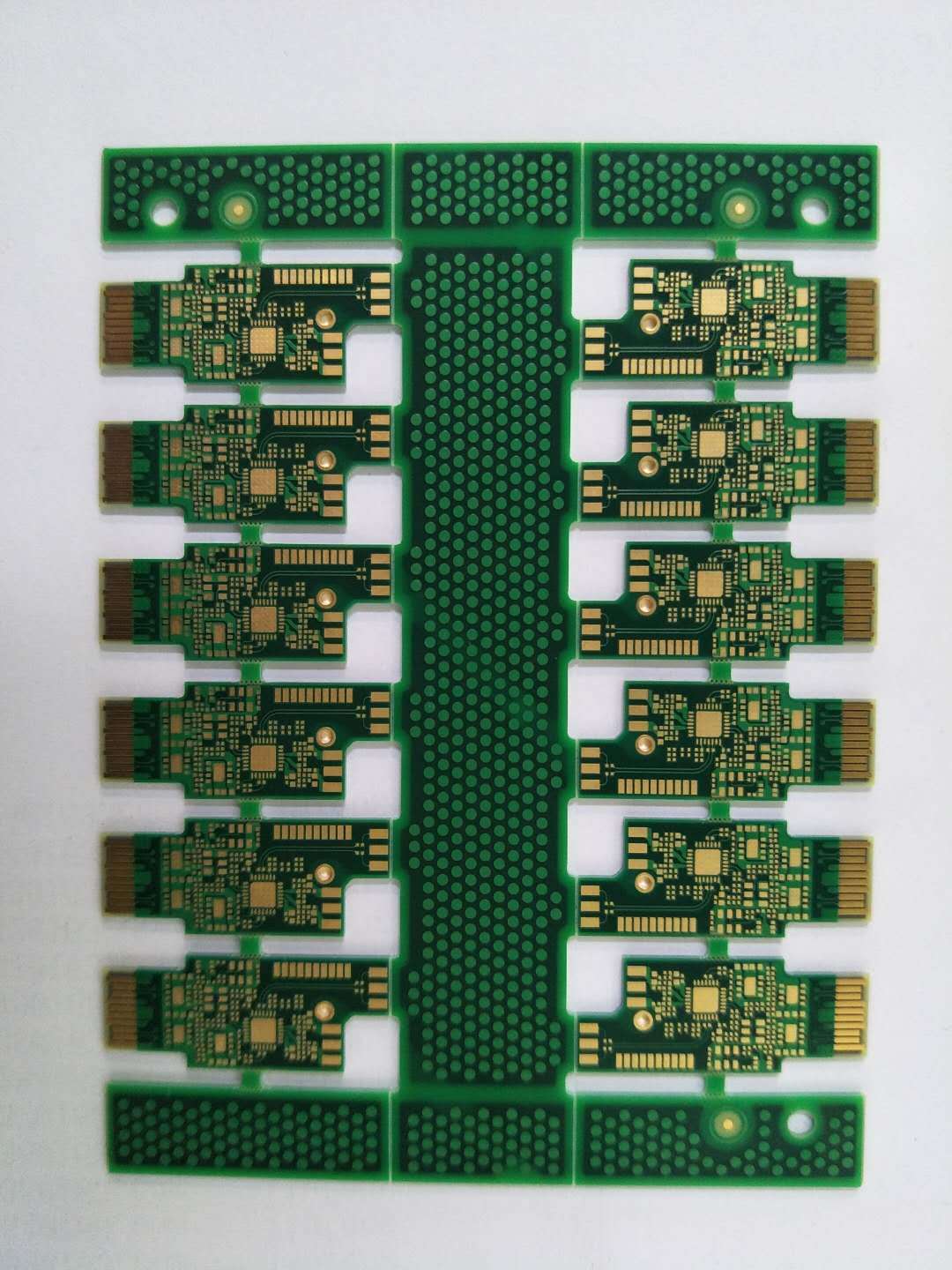
材料:RO4350B
盲孔:L1-3, L1-4
《精密铸件深盲孔的制壳方法》要解决的技术问题是提供一种型壳深盲孔处强度高、对脱蜡要求低、盲孔处不易断裂、型壳合格率高的精密铸件深盲孔的制壳方法。
《精密铸件深盲孔的制壳方法》包括以下步骤:
(1)制作蜡模模组:先制作蜡模,然后将浇冒口系统固定在蜡模上,形成蜡模模组;
(2)蜡模模组制壳:在模组上涂料制壳,按面层、过渡层、三层、四层顺序涂料,涂料三层或四层后,风干至型壳完全干燥,取硅溶胶锆英粉浆料加莫来石砂按照质量比4∶6-6.5的比例搅拌至糊状制成馅料,将馅料灌入铸件深盲孔的位置,然后将铸件深盲孔对着风机鼓风干燥至铸件深盲孔完全干燥,再根据铸件大小继续加固至型壳所需层数; (3)脱蜡:将模组熔化,得到相应的型壳。
该发明精密铸件深盲孔的制壳方法,其中步骤(1)中,采用中温蜡材料制成蜡模。
该发明精密铸件深盲孔的制壳方法,其中步骤(2)中,馅料制作中,硅溶胶:锆英粉=1:3.8-4.0。
该发明精密铸件深盲孔的制壳方法,其中步骤(2)中,一边灌馅料一边用铁丝捣实,并且人工晃动型壳。
该发明精密铸件深盲孔的制壳方法,其中步骤(2)中,灌满后,在深盲孔内馅料的中心部位用细铁丝扎若干个小孔。该发明精密铸件深盲孔的制壳方法,其中步骤(2)中,莫来石砂选择30-60目。 该发明精密铸件深盲孔的制壳方法,其中步骤(2)中,深盲孔直径≤15毫米的铸件在灌馅料前制壳做三层,深盲孔直径>15毫米的铸件在灌馅料前做四层。该发明精密铸件深盲孔的制壳方法,其中步骤(2)中,制壳面层采用硅溶胶锆英粉浆料,其中质量比硅溶胶:锆英粉=1:3.8-4.0,撒一层80-120目锆英砂;过渡层采用硅溶胶莫来石粉浆料,其中质量比硅溶胶∶莫来石粉=1:1.8-1.9,撒一层30-60目莫来石砂;三层或四层采用硅溶胶莫来石粉浆料,其中质量比硅溶胶∶莫来石粉=1:1.6-1.7,撒一层16-30目莫来石砂。该发明精密铸件深盲孔的制壳方法,其中步骤(2)中,根据铸件大小继续加固至型壳所需层数,小于5千克的铸件加固至5.5-6.5层,5-10千克的铸件加固至7.5-9.5层,后续层数加固工艺与第三、四层方法相同,最后半层为沾浆层,仅仅只涂刷硅溶胶莫来石粉浆料,无需撒砂,其中质量比硅溶胶:莫来石粉=1:1.6-1.7。该发明精密铸件深盲孔的制壳方法,其中步骤(3)中,采用蒸汽脱蜡釜将模组熔化。
《精密铸件深盲孔的制壳方法》精密铸件深盲孔的制壳方法,操作简单、方便,有效地解决精密铸件型壳深盲孔的制壳难度,提高了深盲孔处型壳的强度,大大减少了深盲孔处型壳断裂、偏移等缺陷,效果显著,从根本上保证了客户的此类产品的交货期。