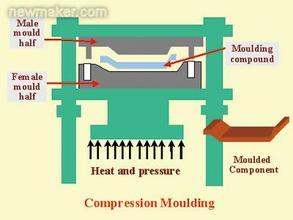
模压成型
模压成型(又称压制成型或压缩成型)是先将粉状,粒状或纤维状的塑料放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业.模压成型可兼用于热固性塑料,热塑性塑料和橡胶材料.
-
选择特殊符号
选择搜索类型
请输入搜索
模压成型(又称压制成型或压缩成型)是先将粉状,粒状或纤维状的塑料放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业.模压成型可兼用于热固性塑料,热塑性塑料和橡胶材料.
优点:
(1)原料的损失小,不会造成过多的损失(通常为制品质量的2%~5%)。
(2)制品的内应力很低,且翘曲变形也很小,机械性能较稳定。
(3)模腔的磨损很小,模具的维护费用较低。
(4)成型设备的造价较低,其模具结构较简单,制造费用通常比注塑模具或传递成型模具的低。
(5)可成型较大型平板状制品。模压所能成型的制品的尺寸仅由已有的模压机的合模力与模板尺寸所决定。
(6)制品的收缩率小且重复性较好。
(7)可在一给定的模板上放置模腔数量较多的模具,生产率高。
(9)可以适应自动加料与自动取出制品。
(10)生产效率高,便于实现专业化和自动化生产。
(11)产品尺寸精度高,重复性好。
(12)表面光洁,无需二次修饰。
(13)能一次成型结构复杂的制品。
(14)批量生产,价格相对低廉
主要缺点:
(1)整个制作工艺中的成型周期较长,效率低,对工作人员有着较大的体力消耗。
(2)不适合对存在凹陷、侧面斜度或小孔等的复杂制品采用模压成型。
(3)在制作工艺中,要想完全充模存在一定的难度,有一定的技术需求。
(4)在固化阶段结束后,不同的制品有着不同的刚度,对产品性能有所影响。
(5)对有很高尺寸精度要求的制品(尤其对多型腔模具),该工艺有所手短。
(6)最后制品的飞边较厚,而去除飞边的工作量大。
(7)模压成型的不足之处在于模具制造复杂,投资较大,加上受压机限制,最适合于批量生产中小型复合材 料制品。
模压成型工艺按增强材料物态和模压料品种可分为如下几种:
(1)纤维料模压法:将经预混或预浸的纤维状模压料,投入到金属模具内,在一定的温度和压力下成型复合材料制品。
(2)碎布料模压法:将浸过树脂胶液的玻璃纤维布或其它织物,如麻布、有机纤维布、石棉布或棉布等的边角料切成碎块,然后在模具中加温加压成型复合材料制品。此法适于成型形状简单性能要求一般的制品。
(3)织物模压法:将预先织成所需形状的两维或三维织物浸渍树脂胶液,然后放入金属模具中加热加压成型为复合材料制品。
(4)层压模压法:将预浸过树脂胶液的玻璃纤维布或其它织物,裁剪成所需的形状,然后在金属模具中经加温或加压成型复合材料制品。
(5)缠绕模压法:将预浸过树脂胶液的连续纤维或布(带),通过专用缠绕机提供一定的张力和温度,缠在芯模上,再放入模具中进行加温加压成型复合材料制品。
(6)片状塑料(SMC)模压法:将SMC片材按制品尺寸、形状、厚度等要求裁剪下料,然后将多层片材叠合后放入金属模具中加热加压成型制品。
(7)预成型坯料模压法:先将短切纤维制成品形状和尺寸相似的预成型坯料,将其放入金属模具中,然后向模具中注入配制好的粘结剂(树脂混合物),在一定的温度和压力下成型。
(8)定向辅设模压:将单向预浸料制品主应力方向取向铺设,然后模压成型,制品中纤维含量可达70%,适用于成型单向强度要求高的制品。
(9)模塑粉模压法:模塑粉主要由树脂、填料、固化剂、着色剂和脱模剂等构成。其中的树脂主要是热固性树脂(如酚醛树脂、环氧树脂、氨基树脂等),分子量高、流动性差、熔融温度很高的难于注射和挤出成型的热塑性树脂也可制成模塑粉。模塑粉和其他模压料的成型工艺基本相同,两者的主要差别在于前者不含增强材料,故其制品强度较低,主要用于次受力件。
(10)吸附预成型坯模压法:采用吸附法(空气吸附或湿浆吸附)预先将玻璃纤维制成与模压成型制品结构相似的预成型坯,然后把其置于模具内,并在其上倒入树脂糊,在一定的温度与压力下成型。此法采用的材料成本较低,可采用较长的短切纤维,适于成型形状较复杂的制品,可以实现自动化,但设备费用较高。
(11)团状模塑料模压法:团状模塑料(BMC)是一种纤维增强的热固性塑料,且通常是一种由不饱和聚酯树脂、短切纤维、填料以及各种添加剂构成的、经充分混合而成的团状预浸料。BMC中加入有低收缩添加剂,从而大大改善了制品的外观性能BMC。
(12)毡料模压法:此法采用树脂(多数为酚醛树脂)浸渍玻璃纤维毡,然后烘干为预浸毡,并把其裁剪成所需形状后置于模具内,加热加压成型为制品。此法适于成型形状较简、单厚度变化不大的薄壁大型制品。
主要用作结构件、连接件、防护件和电气绝缘件。广泛应用于工业、农业、交通运输、电气、化工、建筑、机械等领域。由于模压制品质量可靠,在兵器、飞机、导弹、卫星上也都得到了应用。
可发性聚苯乙烯泡沫塑料模压发泡成型的工艺过程可分为两步:第一步是将熟化的预发泡聚苯乙烯颗粒填满模具型腔;第二步通过加使颗粒达到软化温度,泡孔中发泡剂蒸发成气体和加热介质的渗入使颗粒进一步膨胀,由于模具...
河南东海复合材料有限公司(原名:新乡市东海化工有限责任公司)位于豫北名城--新乡市,交通便利,拥有良好的经济环境和地理条件。厂区占地面积20000余平方米,生产区占地面积17000余平方米,确保公司所...
你好,套取B7-1,这个价格和品牌、档次有关系的。一般的200元/㎡,还有1000元/㎡的,这个看你或者是甲方的选择呢。
模压成型工艺是复合材料生产中最古老而又富有无限活力的一种成型方法。它是将一定量的预混料或预浸料加入金属对模【也可以其他材质制模,所以将此后的"金属"二字都去掉了。不同意见者请说明理由。】内,经加热、加压固化成型的方法。
复合材料模压制品所用的模压料要求合成树脂具有:①对增强材料有良好的浸润性能,以便在合成树脂和增强材料界面上形成良好的粘结;②有适当的粘度和良好的流动性,在压制条件下能够和增强材料一道均匀地充满整个模腔;③在压制条件下具有适宜的固化速度,并且固化过程中不产生副产物或副产物少,体积收缩率小;④能够满足模压制品特定的性能要求。按以上的选材要求,常用的合成树脂有:不饱和聚酯树脂、环氧树脂、酚醛树脂、乙烯基树脂、呋喃树脂、有机硅树脂、聚丁二烯树脂、烯丙基酯、三聚氰胺树脂、聚酰亚胺树脂等。为使模压制品达到特定的性能指标,在选定树脂品种和牌号后,还应选择相应的辅助材料、填料和颜料。
模压料中常用的增强材料主要有玻璃纤维开刀丝、无捻粗纱、有捻粗纱、连续玻璃纤维束、玻璃纤维布、玻璃纤维毡等,也有少量特种制品选用石棉毡、石棉织物(布)和石棉纸以及高硅氧纤维、碳纤维、有机纤维(如芳纶纤维、尼龙纤维等)和天然纤维(如亚麻布、棉布、煮炼布、不煮炼布等)等品种。有时也采用两种或两种以上纤维混杂料作增强材料。
一般包括固化剂(引发剂)、促进剂、稀释剂、表面处理剂、低收缩添加剂、脱模剂、着色剂(颜料)和填料等辅助材料。
(1)加料:按照需要往模具内加入规定量的材料,而加料的多少直接影响着制品的密度与尺寸等。加料量多则制品毛边厚,尺寸准确度差,难以脱模,并可能损坏模具;加料量少则制品不紧密,光泽性差,甚至造成缺料而产生废品。
(2)闭模:加料完后即使阳模和阴模相闭合。合模时先用快速,待阴,阳模快接触时改为慢速。先快后慢的操作方法有利于缩短非生产时间,防止模具擦伤,避免模槽中原料因合模过快而被空气带出,甚至使嵌件位移,成型杆遭到破坏。待模具闭合即可增大压力对原料加热加压。
(3排气:模压热固性塑料时,常有水分和低分子物放出,为了排除这些低分子物、挥发物及模内空气等,在塑料模的模腔内塑料反应进行至适当时间后,可卸压松模排气一很短的时间。排气操作能缩短固化时间和提高制品的物理机械性能,避免制品内部出现分层和气泡;但排气过早、迟早都不行,过早达不到排气目的;过迟则因物料表面已固化气体排不出。
(4)固化:热固性塑料的固化是在模压温度下保持一段时间,使树脂的缩聚反应达到要求的交联程度,使制品具有所要求的物理机械性能为准。固化速率不高的塑料也可在制品能够完整地脱模时固化就暂告结束,然后再用后处理来完成全部固化过程;以提高设备的利用率。模压固化时间通常为保压保温时间,一般30秒至数分钟不等,多数不超过30分钟。过长或过短的固化时间对制品的性能都有影响。
(5)脱模:脱模通常是靠顶出杆来完成的。带有成型杆或者某些嵌件的制品应先用专门工具将成型杆等宁脱,然后进行脱模。
(6)模具吹洗:脱模后,通常用压缩空气吹洗模腔和模具的模面,如果模具上的固着物较紧,还可用铜刀或铜刷清理,甚至需要用抛光剂刷等。
(7)后处理:为了进一步提高制品的质量,热固性塑料制品脱模后也常在较高温度下进行后处理。后处理能使塑料固化更加的完全;同时减少或消除制品的内应力,减少制品中的水分及挥发物等,有利于提高制品的电性能及强度。
以玻璃纤维(或玻璃布)浸渍树脂制成的模压料为例,其生产工艺可分为预混法和预浸法两种。
(1)预混法:先将玻璃纤维切割成30~50mm的短切纤维,经蓬松后在捏合机中与树脂胶液充分捏合至树脂完全浸润玻璃纤维,再经烘干(晾干)至适当粘度即可。其特点是纤维松散无定向,生产量大,用此法生产的模压料比容大,流动性好,但在制备过程中纤维强度损失较大。
(2)预浸法:纤维预浸法是将整束连续玻璃纤维(或布)经过浸胶、烘干、切短而成。其特点是纤维成束状,比较紧密,制备模压料的过程中纤维强度损失较小,但模压料的流动性及料束之间的相容性稍差。
SMC、BMC、HMC、XMC、TMC及ZMC生产技术
片状模压料(Sheet Molding Compound, SMC)是由树脂糊浸渍纤维或短切纤维毡,两边覆盖聚乙烯薄膜而制成的一类片状模压料,属于预浸毡料范围。是目前国际上应用最广泛的成型材料之一。
SMC是用不饱和聚酯树脂、增稠剂、引发剂、交联剂、低收缩添加剂、填料、内脱模剂和着色剂等混合成树脂糊浸渍短切纤维粗纱或玻璃纤维毡,并在两面用聚乙烯或聚丙烯薄膜包覆起来形成的片状模压料。SMC作为一种发展迅猛的新型模压料,具有许多特点:①重现性好,不受操作者和外界条件的影响;②操作处理方便;③操作环境清洁、卫生,改善了劳动条件;④流动性好,可成型异形制品;⑤模压工艺对温度和压力要求不高,可变范围大,可大幅度降低设备和模具费用;⑥纤维长度40~50mm,质量均匀性好,适宜于压制截面变化不大的大型薄壁制品;⑦所得制品表面光洁度高,采用低收缩添加剂后,表面质量更为理想;⑧生产效率高,成型周期短,易于实现全自动机械化操作,生产成本相对较低。
SMC作为一种新型材料,根据具体用途和要求的不同又发展出一系列新品种,如BMC、TMC、HNC、XMC等。①团状模压料(Bulk Molding Compound, BMC) 其组成与SMC极为相似,是一种改进型的预混团状模压料,可用于模压和挤出成型。两者的区别仅在于材料形态和制作工艺上。BMC中纤维含量较低,纤维长度较短,约6~18mm,填料含料较大,因而BMC制品的强度比SMC制品的强度低,BMC比较适合于压制小型制品,而SMC适合于大型薄壁制品。②厚片状模压料(Thick Molding Compound, TMC) 其组成和制作与SMC相似,厚达50mm。由于TMC厚度大,玻璃纤维能随机分布,改善了树脂对玻璃纤维的浸润性。此外,该材料还可以采用注射和传递成型。③高强度模压料(Hight Molding Compound, HMC) 和高强度片状模压料XMC主要用于制造汽车部件。HMC中不加或少加填料,采用短切玻璃纤维,纤维含量为65%左右,玻璃纤维定向分布,具有极好的流动性和成型表面,其制品强度约是SMC制品强度的3倍。XMC用定向连续纤维,纤维含量达70%~80%,不含填料。④ZMC ZMC是一种模塑成型技术,ZMC三个字母并无实际含义,而是包含模塑料、注射模塑机械和模具三种含义。ZMC制品既保持了较高的强度指标,又具有优良的外观和很高的生产效率,综合了SMC和BMC的优点,获得了较快的发展。
模压料的品种有很多,可以是预浸物料、预混物料,也可以是坯料。当前所用的模压料品种主要有:预浸胶布、纤维预混料、BMC、DMC、HMC、SMC、XMC、TMC及ZMC等品种。
合成树脂为不饱和聚酯树脂,不同的不饱和树脂对树脂糊的增稠效果、工艺特性以及制品性能、收缩率、表面状态均有直接的影响。SMC对不饱和聚酯树脂有以下要求:①粘度低,对玻璃纤维浸润性能好;②同增稠剂具有足够的反应性,满足增稠要求;③固化迅速,生产周期短,效率高;④固化物有足够的热态强度,便于制品的热脱模;⑤固化物有足够的韧性,制品发生某些变形时不开裂;⑥较低的收缩率。
增强材料为短切玻璃纤维粗纱或原丝。在不饱和聚酯树脂模塑料中,用于SMC的增强材料只有短切玻璃纤维毡,而用于预混料的增强材料比较多,有短切玻璃纤维,石棉纤维、麻和其它各种有机纤维。在SMC中,玻璃纤维含量可在5%~50%之间调节。
辅助材料包括固化剂(引发剂)、表面处理剂、增稠剂、低收缩添加剂、脱模剂、着色剂、填料和交联剂。
SMC生产的工艺流程主要包括树脂糊制备、上糊操作、纤维切割沉降及浸渍、树脂稠化等过程,其工艺流程图如下:
(1)树脂糊的制备及上糊操作:树脂糊的制备有两种方法--间歇法和连续法。间歇法程序如下:①将不饱和聚酯树脂和苯乙烯倒入配料釜中,搅拌均匀;②将引发剂倒入配料釜中,与树脂和苯乙烯混匀;③在搅拌作用下加入增稠剂和脱模剂;④在低速搅拌下加入填料和低收缩添加剂;⑤在配方所列各组分分散为止,停止搅拌,静置待用。连续法是将SMC配方中的树脂糊分为两部分,即增稠剂、脱模剂、部分填料和苯乙烯为一部分,其余组分为另一部分,分别计量、混匀后,送入SMC机组上设置的相应贮料容器内,在需要时由管路计量泵计量后进入静态混合器,混合均匀后输送到SMC机组的上糊区,再涂布到聚乙烯薄膜上。
(2)浸渍和压实:经过涂布树脂糊的下承载薄膜在机组的牵引下进入短切玻璃纤维沉降室,切割好的短切玻璃纤维均匀沉降在树脂糊上,达到要求的沉降量后,随传动装置离开沉降室,并和涂布有树脂糊的上承载薄膜相叠合,然后进入由一系列错落排列的锟阵中,在张力和辊的作用下,下、上承载薄膜将树脂糊和短切玻璃纤维紧紧压在一起,经过多次反复,使短切玻璃纤维浸渍树脂并赶走其中的气泡,形成密实而均匀的连续SMC片料。
【举一生活中的小例子:以前自己做收音机中周,曾用纸浆加树脂胶做磁心调节螺纹,比市售产品还耐用。方法与上述"碎布料模压法类似。】


 SMC模压成型工艺过程
SMC模压成型工艺过程
SMC模压成型工艺过程
SMC模压成型工艺过程 SMC模压成型工艺过程,主要有以下几个工序 1. 压制前准备 (1)SMC的质量检查 SMC片材的质量对成型工艺过程及制品质量有很大的影响。因此,压制前必 须了解料的质量,如树脂糊配方、树脂糊的增稠曲线、玻纤含量、玻纤浸润剂类 型、单重、薄膜剥离性,硬度及质量均匀性等。 (2)剪裁 按制品的结构形状, 加料位置,流程决定片材剪裁的形状与尺寸, 制作样板 裁料。剪裁的形状多为方形或圆形,尺寸多按制品表面投影面积的 40%-80%。为 防止外界杂质的污染,上下薄膜在装料前才揭去。 (3)设备的准备 ①熟悉压机的各项操作参数, 尤其要调整好工作压力和压机运行速度及台面 平行度等。 ②模具安装一定要水平, 并确保安装位置在压机台面的中心, 压制前要先彻 底清理模具,并涂脱模剂。 加料前要用干净纱布将脱模剂擦均, 以免影响制品外 观质量。对于新模具,用前必须去油。 2、加料
 SMC模压成型铁路货车下门
SMC模压成型铁路货车下门
SMC模压成型铁路货车下门
SMC模压成型铁路货车下门,主要应用于铁路行业中,是专门作为铁路货物列车敞式车厢卸货开启用装置,是现在普遍应用的钢制铁路货车下门的理想替代产品。产品以环氧树脂和酚醛树脂为基体材料,以耐磨、阻燃、耐候等材料为辅助材料,以带式纤维毡、优质玻璃纤维布等材料为增强材料,通过多种复合材料的最佳配比形成预浸料片材,以先进的模压工艺、层压自动复合技术制作而成,是现在普遍应用的铁制铁路货车下门的理想替代产品。
今
日
吸塑
吸塑和模压成型优点
模压成型(又称压制成型或压缩成型)是先将粉状,粒状或纤维状的塑料放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业.模压成型可兼用于热固性塑料,热塑性塑料和橡胶材料. 模压成型工艺的主要优点
①生产效率高,便于实现专业化和自动化生产; ②产品尺寸精度高,重复性好; ③表面光洁,无需二次修饰; ④能一次成型结构复杂的制品; ⑤因为批量生产,价格相对低廉。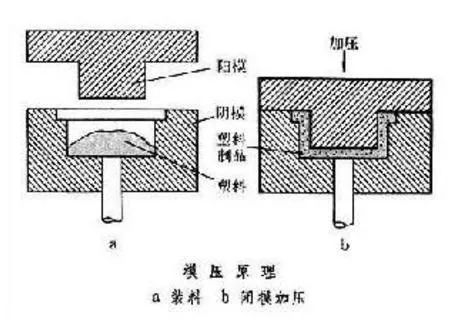
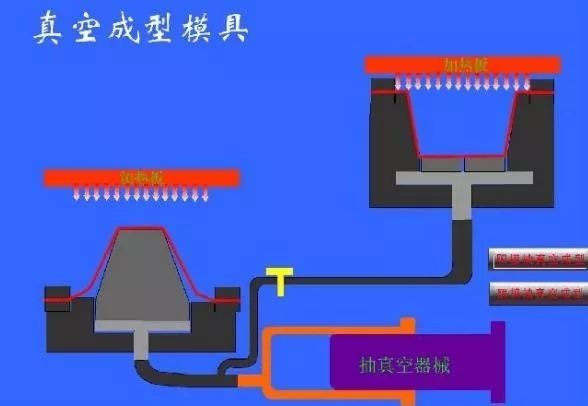
吸塑成型:采用吸塑成型机将加热软化的塑料硬片吸附于模具表面,冷却后,形成凹凸形状的塑料。
热成型工艺流程图解 大致流程:塑料片材——切割——片材固定——加热——成型——脱模——去料边——成品
【吸塑成型对材料的要求】: 1.吸塑成型只能生产壁厚比较均匀的产品,(一般倒角处稍薄),不能制得壁厚相差悬殊的塑料制品 2.吸塑成型的壁厚一般在1到2mm范围之内或更加薄 3.吸塑成型制品的拉伸度受到一定的限制,吸塑成型的塑料容器直径深度比一般不超过1,极端情况下亦不得超过1.5mm.
4.吸塑成型的尺寸精度差,其相对误差一般在百分之一以上。
文章来源网络

|
|
|
|
|
|
|
|
|
|
相关推荐
免费服务热线: 400-888-9639
|










