合成树脂
合成树脂为不饱和聚酯树脂,不同的不饱和树脂对树脂糊的增稠效果、工艺特性以及制品性能、收缩率、表面状态均有直接的影响。SMC对不饱和聚酯树脂有以下要求:①粘度低,对玻璃纤维浸润性能好;②同增稠剂具有足够的反应性,满足增稠要求;③固化迅速,生产周期短,效率高;④固化物有足够的热态强度,便于制品的热脱模;⑤固化物有足够的韧性,制品发生某些变形时不开裂;⑥较低的收缩率。
增强材料
增强材料为短切玻璃纤维粗纱或原丝。在不饱和聚酯树脂模塑料中,用于SMC的增强材料只有短切玻璃纤维毡,而用于预混料的增强材料比较多,有短切玻璃纤维,石棉纤维、麻和其它各种有机纤维。在SMC中,玻璃纤维含量可在5%~50%之间调节。
辅助材料
辅助材料包括固化剂(引发剂)、表面处理剂、增稠剂、低收缩添加剂、脱模剂、着色剂、填料和交联剂。
制备工艺
SMC生产的工艺流程主要包括树脂糊制备、上糊操作、纤维切割沉降及浸渍、树脂稠化等过程,其工艺流程图如下:
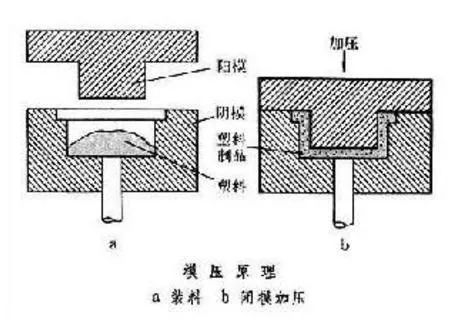
(1)树脂糊的制备及上糊操作:树脂糊的制备有两种方法--间歇法和连续法。间歇法程序如下:①将不饱和聚酯树脂和苯乙烯倒入配料釜中,搅拌均匀;②将引发剂倒入配料釜中,与树脂和苯乙烯混匀;③在搅拌作用下加入增稠剂和脱模剂;④在低速搅拌下加入填料和低收缩添加剂;⑤在配方所列各组分分散为止,停止搅拌,静置待用。连续法是将SMC配方中的树脂糊分为两部分,即增稠剂、脱模剂、部分填料和苯乙烯为一部分,其余组分为另一部分,分别计量、混匀后,送入SMC机组上设置的相应贮料容器内,在需要时由管路计量泵计量后进入静态混合器,混合均匀后输送到SMC机组的上糊区,再涂布到聚乙烯薄膜上。
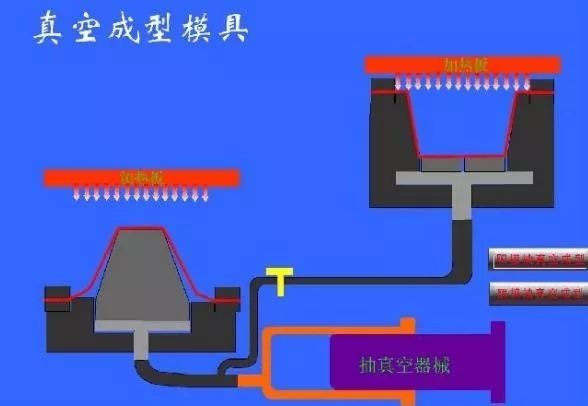
(2)浸渍和压实:经过涂布树脂糊的下承载薄膜在机组的牵引下进入短切玻璃纤维沉降室,切割好的短切玻璃纤维均匀沉降在树脂糊上,达到要求的沉降量后,随传动装置离开沉降室,并和涂布有树脂糊的上承载薄膜相叠合,然后进入由一系列错落排列的锟阵中,在张力和辊的作用下,下、上承载薄膜将树脂糊和短切玻璃纤维紧紧压在一起,经过多次反复,使短切玻璃纤维浸渍树脂并赶走其中的气泡,形成密实而均匀的连续SMC片料。
【举一生活中的小例子:以前自己做收音机中周,曾用纸浆加树脂胶做磁心调节螺纹,比市售产品还耐用。方法与上述"碎布料模压法类似。】
-