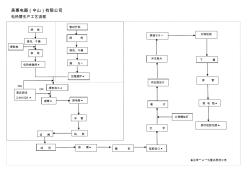
凝汽器换管工艺流程文献

 HDPE硅芯管工艺流程
HDPE硅芯管工艺流程
HDPE硅芯管工艺流程
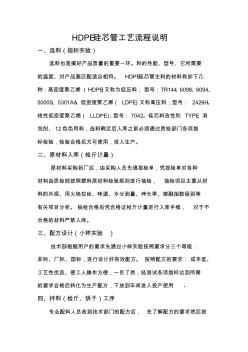
HDPE硅芯管工艺流程说明 一、选料(指标实验) 选料也是搞好产品质量的重要一环。料的性能、型号、它所需要 的温度、对产品要匹配适合相符。 HDPE硅芯管主料的材料有如下几 种:高密度聚乙烯(HDPE)又称为低压料;型号:TR144、6098、6094、 5000S、5301AA。低密度聚乙烯( LDPE)又称高压料;型号: 2426H。 线性低密度聚乙烯( LLDPE);型号: 7042。硅芯料改性剂 TYPE、消 泡剂、 12色色用料,选料确定后入库之前必须通过质检部门各项指 标检验,检验合格后方可使用,投入生产。 二、原材料入库(检斤计量) 原材料采购到厂后,由采购人员先填报检单,凭报检单对各种 材料由质检部按照塑料原材料检验规则进行抽检, 抽检项目主要从材 料的外观、用火烧拉丝、味道、水分测量、伸长率、熔融指数级别等 有关项目分析。 抽检合格后凭合格证检斤计量进行入库手续, 对于不


