缺点数管制图使用条件文献

 法兰类型与使用条件
法兰类型与使用条件
法兰类型与使用条件
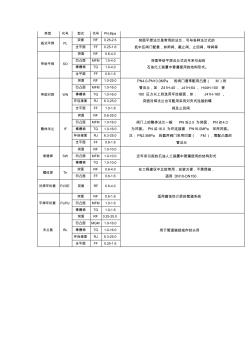
类型 代号 型式 代号 PN,Mpa 板式平焊 PL 突面 RF 0.25-2.5 突面平焊法兰是常用的法兰,可与各种法兰式的 全平面 FF 0.25-1.6 低中压阀门配套,如闸阀、截止阀、止回阀、球阀等 带劲平焊 SO 突面 RF 0.6-4.0 凹凸面 MFM 1.0-4.0 突面带劲平焊法兰式近年来引起的 榫槽棉 TG 1.0-4.0 石油化工装置中普遍使用的结构形式。 全平面 FF 0.6-1.6 带劲对焊 WN 突面 RF 1.0-25.0 PN4.0-PN10.0MPa 的阀门通常配用凸面( M)的 凹凸面 MFM 1.0-16.0 管法兰,如 Z41H-40 、J41H-64 、H44H-100 等 榫槽棉 TG 1.0-16.0 160 压力以上则选用环连接面,如: J41H-160 、 环连接面 RJ 6.3-25.0 突面对焊法兰也可配用采用对夹式连接的蝶
 衬塑管道使用条件及应用
衬塑管道使用条件及应用
衬塑管道使用条件及应用
衬塑管道 衬塑产品介绍 衬塑钢管是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料,经冷 拉复合或滚塑成型,它既有钢管的机械性能,又有塑料管的耐腐蚀,缓结垢,不易生 长微生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。内衬食品级 聚 丙烯 , 能用 于 食品 、 医药 及 饮 水等 行 业。 常 见的 衬 塑钢 管 有: 钢衬聚 丙烯管 (GSF.PP ),钢衬聚氯乙烯管( GSF.PVC ),钢衬聚乙烯管( GSF.PE ),钢衬聚烯烃 管( GSF.PO )钢衬聚四氟乙烯管( GSF.F4 )。 衬塑钢管特点: 1.具有优良的物理性能 2.具有极好的耐腐蚀性能 3.机械强度与钢管相同 4.卫生无毒、不积垢,不滋生微生物、保证流体品质 5.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴极剥离 6.安装工艺成熟、方便快捷 7.耐候性好,适用沙漠、盐碱等苛刻环境 8.管壁光滑、提高