重要结构全位置焊接用
-

选择特殊符号
选择搜索类型
请输入搜索
C | Si | Mn | P | S |
0.10 | 0.10 | 0.43 | 0.015 | 0.007 |
①使用电流过大时易引起X射线合格率下降,飞溅增加,产生咬边,熔渣的覆盖性变差等缺陷导致工艺性恶化,故应保证适合的电流范围。
②焊条过潮时,焊接工艺下降,易产生凹坑,应在70-100℃烘干30-60分钟后使用。
③烘干时间长及温度过高时,尽管表面看不出变质,但会引起溶深减少,X射线合格率下降,并成为红尾的原因,故应避免。
④焊接中,厚板时,应采用适当预热和保持层间温度。
该焊条是兼顾工艺性和焊接性能而设计的,适于薄板至20mm以下厚板的全位置对接和角接焊接。平角焊接时熔渣覆盖良好,焊缝与母材之间平滑过度,成形美观。另外,立焊和仰焊时熔渣流动性好,是钛铁矿型焊条中最容易操作的焊条,因其X射线合格率和力学性能均良好。
按国家新标准GB/1591-2008实施化学成份如下Q345E Chemical composition s, b (mass fraction)/%C ≤0.18Si ≤0.50Mn ≤1.70P ...
您需要检测成分分析吗?我们可以分析,您可以留一下联系方式吗?
碳 C :0.14~0.19硅 Si:≤0.40锰 Mn:1.00~1.30硫 S :0.010~0.035磷 P :≤0.035铬 Cr:0.80~1.10
用于低碳钢制造的船舶,车辆,建筑等重要结构的焊接。
重要结构全位置焊接用
屈服强度 MPa | 抗拉强度 MPa | 延伸率 % | 吸收功 J |
410 | 460 | 30 | 110 |
直径mm | 2.6 | 3.2 | 4.0 | 5.0 | 6.0 | 7.0 | |
长度mm | 350 | 400 | 450 | 450 | 450 | 450 | 450 550 |
电流 范围 A | 平焊 | 55-90 | 85-140 | 130-190 | 180-260 | 240-310 | 300-370 |
立焊 | 47-75 | 60-120 | 100-600 | 135-210 | - | - |

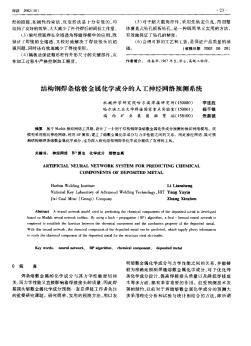 结构钢焊条熔敷金属化学成分的人工神经网络预测系统
结构钢焊条熔敷金属化学成分的人工神经网络预测系统
结构钢焊条熔敷金属化学成分的人工神经网络预测系统
结构钢焊条熔敷金属化学成分的人工神经网络预测系统——基于Maflab神经网络工具箱,设计了一个用于结构钢焊条熔敷金属化学成分预测的神经网络模型。该模型采用前向神经网络,利用BP算法,建立了熔敷金属化学成分与力学性能之间的关系。用此神经网络,既可预测结...
 各种焊条化学成份及力学性能
各种焊条化学成份及力学性能
各种焊条化学成份及力学性能
各种焊条化学成份及力学性能 各种焊条化学成份及力学性能 (一)碳钢焊条 格式如下: 焊条牌号 标准型号 gb/t5117 ,aws.a5.1 主要用途及特点 熔敷金属化学成分 (%) 力学性 能 纯铁焊条 — 主要用途及特点:以微碳纯铁为焊芯的纯铁焊条。具有抗高温氢、氮、氨腐 蚀能力。抗裂性能良好, 直流反接,可作要求抗裂而不要求等强度的焊接或过渡层。 c≤0.04, mn+si≤1.0, s≤0.03,p≤0.03。 — j350/j357 — 以微碳纯铁为焊芯的纯铁焊条。 具有抗高温氢、 氮、氨腐蚀能力。 抗裂性能良好, 直流反接,专用于 微碳纯铁氨合成塔内件的焊接,也可作要求抗裂而不要求等强度的焊接或过渡层。 c≤0.04,mn0.20/0.50 ,si0.20/0.50 ,al ≤0.05,s≤0.015,p≤0.015。 σb≥340mpa,δ5≥22%,akv≥80j(常 温)
该焊条是考虑到焊接性、工艺性和高效率使用而设计的。是适于全位置焊接的低碳钢用低氢型焊条。熔敷金属的X射线合格率高。力学性能及全位置焊接工艺性优良。药皮中含有铁粉,故焊接速度快,效率高。
①使用前将焊条在300-350℃烘干30-60分钟。②为防止在引弧处产生气孔,要采用起弧返回晕条技术或使用引弧板引弧。
③保持电弧尽可能短些
①使用电流过大时易引起X射线合格率下降,飞溅增加,产生咬边,熔渣的覆盖性变差等缺陷导致工艺性恶化,故应保证适合的电流范围。
②焊条过潮时,焊接工艺下降,易产生凹坑,应在70-100℃烘干30-60分钟后使用。
③烘干时间长及温度过高时,尽管表面看不出变质,但会引起溶深减少,X射线合格率下降,并成为红尾的原因,故应避免。
④焊接中,厚板时,应采用适当预热和保持层间温度。