重要结构全位置焊接用
-

选择特殊符号
选择搜索类型
请输入搜索
直径mm | 2.6 | 3.2 | 4.0 | 5.0 | 6.0 | 7.0 | |
长度mm | 350 | 400 | 450 | 450 | 450 | 450 | 450 550 |
电流 范围 A | 平焊 | 55-90 | 85-140 | 130-190 | 180-260 | 240-310 | 300-370 |
立焊 | 47-75 | 60-120 | 100-600 | 135-210 | - | - |
屈服强度 MPa | 抗拉强度 MPa | 延伸率 % | 吸收功 J |
410 | 460 | 30 | 110 |
C | Si | Mn | P | S |
0.10 | 0.10 | 0.43 | 0.015 | 0.007 |
Q245R一般用于锅炉或压力容器上面,如果是焊接直径较大的筒体,在壁厚8mm以下时推荐使用焊条电弧焊J507焊条,双面焊,背面碳弧气刨清根,有利于获得合格的探伤质量;壁厚较厚时,可使用埋弧焊进行焊接,...
玛钢为可锻铸铁:①碳的存在形式:以团絮状石墨存在(白口铸铁加热到930℃缓冷,长时间退火得到) ②特点:具有较高的抗拉强度和较好的塑性,但不能锻造,宜铸造形状复杂受冲击载荷的薄壁零件。 例如:轮毂、...
金桥牌 J422(注意字母大小写,不可小写)焊条焊接电流大小,根据不同焊条直径、不同焊接位置、断弧焊﹨连弧焊焊接方式等因素不同,焊接电流差异较大。可根据焊条包装盒使用焊接电流及焊接位置数据,作为参考。...
①使用电流过大时易引起X射线合格率下降,飞溅增加,产生咬边,熔渣的覆盖性变差等缺陷导致工艺性恶化,故应保证适合的电流范围。
②焊条过潮时,焊接工艺下降,易产生凹坑,应在70-100℃烘干30-60分钟后使用。
③烘干时间长及温度过高时,尽管表面看不出变质,但会引起溶深减少,X射线合格率下降,并成为红尾的原因,故应避免。
④焊接中,厚板时,应采用适当预热和保持层间温度。
该焊条是兼顾工艺性和焊接性能而设计的,适于薄板至20mm以下厚板的全位置对接和角接焊接。平角焊接时熔渣覆盖良好,焊缝与母材之间平滑过度,成形美观。另外,立焊和仰焊时熔渣流动性好,是钛铁矿型焊条中最容易操作的焊条,因其X射线合格率和力学性能均良好。
用于低碳钢制造的船舶,车辆,建筑等重要结构的焊接。
重要结构全位置焊接用

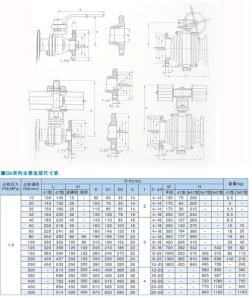 球阀主要外型连接尺寸法兰尺寸
球阀主要外型连接尺寸法兰尺寸
球阀主要外型连接尺寸法兰尺寸
球阀主要外型连接尺寸法兰尺寸
 钢轨类型及主要尺寸表(20201014142851)
钢轨类型及主要尺寸表(20201014142851)
钢轨类型及主要尺寸表(20201014142851)
。 -可编辑修改 - 钢轨类型及主要尺寸表 重 轨(YB350-63 ,GB183-63 ,GB182-63 , GB181-63 ) 型号 kg/m 截面尺寸 mm 理论质 量 kg/m 长度 m 高度 底宽 头宽 腰厚 33 120 110 60 12.5 33.286 12.5-25 38 134 114 68 13.0 38.733 12.5-25 43 140 114 70 14.5 44.653 12.5-25 50 152 132 70 15.5 51.514 12.5-25 P60 176 150 73 16.5 60.64 P75 192 150 75 20.0 74.414 起 重 机 钢 轨 (GB3426-82) 型号 截面尺寸 mm 理论质量 kg/m 长度 m 高度 底宽 头宽 腰厚 QU70 120 120 70 28 52.80
该焊条是考虑到焊接性、工艺性和高效率使用而设计的。是适于全位置焊接的低碳钢用低氢型焊条。熔敷金属的X射线合格率高。力学性能及全位置焊接工艺性优良。药皮中含有铁粉,故焊接速度快,效率高。
①使用前将焊条在300-350℃烘干30-60分钟。②为防止在引弧处产生气孔,要采用起弧返回晕条技术或使用引弧板引弧。
③保持电弧尽可能短些
①使用电流过大时易引起X射线合格率下降,飞溅增加,产生咬边,熔渣的覆盖性变差等缺陷导致工艺性恶化,故应保证适合的电流范围。
②焊条过潮时,焊接工艺下降,易产生凹坑,应在70-100℃烘干30-60分钟后使用。
③烘干时间长及温度过高时,尽管表面看不出变质,但会引起溶深减少,X射线合格率下降,并成为红尾的原因,故应避免。
④焊接中,厚板时,应采用适当预热和保持层间温度。