热变形测试机技术指标文献

 测试测量仪器的技术指标
测试测量仪器的技术指标
测试测量仪器的技术指标
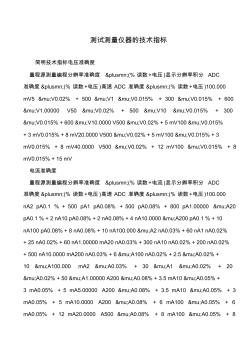
测试测量仪器的技术指标 简明技术指标电压准确度 量程源测量编程分辨率准确度 ±(% 读数+电压 )显示分辨率积分 ADC 准确度 ±(% 读数+电压 )高速 ADC 准确度 ±(% 读数+电压 )100.000 mV5 μV0.02% + 500 μV1 μV0.015% + 300 μV0.015% + 600 μV1.00000 V50 μV0.02% + 500 μV10 μV0.015% + 300 μV0.015% + 600 μV10.0000 V500 μV0.02% + 5 mV100 μV0.015% + 3 mV0.015% + 8 mV20.0000 V500 μV0.02% + 5 mV100 μV0.015% + 3 mV0.0
 联通GSM飞地压扩系统技术指标测试
联通GSM飞地压扩系统技术指标测试
联通GSM飞地压扩系统技术指标测试
1 设计技术指标 1.1、频率计划 1.1.1 、定义 移频直放站是直放站系统中的一种, 是解决远距离场强覆盖的一 种手段,一般是原载频信号在近端机移到高于原载频频率的 1.5 倍以 上的频段传输,再由远端机恢复原频段进行广覆盖。 飞地覆盖系统是指用于解决超远距离,广覆盖的一种传输手段, 一般是以原载频信号低于 2~4 倍的频段传输方式, 而且把多载频信号 压缩在窄带信号内进行传输。 由于频率低, 空间损耗小, 故而传输距 离远。能够在窄带信号传输的多载频率。 实现远距离, 广覆盖的效果。 可由一台近端设备和多台远端设备组成,实现点及面的分散性覆盖。 本次招标 的数字飞地覆盖系统是指 采用软件无线电技术 ,在 GSM 网射频信号的 无线传输、选频滤波,以及放 大过程 中将信号进行 数字 化处理 ,利用远端 射频单元再生、放大,实现基站拉远,信号 延伸覆 盖的无线网络 覆盖系统 , 并需满足