热变形测试机主要功能文献

 电梯主要功能测试记录表
电梯主要功能测试记录表
电梯主要功能测试记录表
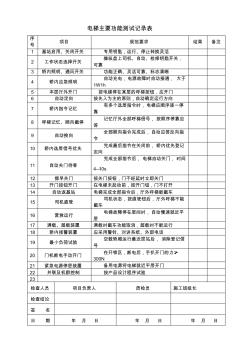
电梯主要功能测试记录表 序 号 项目 规范要求 结果 备注 1 基站启用、关闭开关 专用钥匙,运行、停止转换灵活 2 工作状态选择开关 操纵盘上司机、自动、检修钥匙开关, 可靠 3 轿内照明、通风开关 功能正确、灵活可靠、标志清晰 4 轿内应急照明 自动充电,电源故障时自动接通, 大于 1W1h 5 本层厅外开门 按电梯停在某层的呼梯按钮,应开门 6 自动定向 按先入为主的原则,自动确定运行方向 7 轿内指令记忆 有多个选层指令时,电梯应顺序逐一停 靠 8 呼梯记忆、顺向截停 记忆厅外全部呼梯信号,按顺序停靠应 答 9 自动换向 全部顺向指令完成后,自动应答反向指 令 10 轿内选层信号优先 完成最后指令在关闭前,轿内优先登记 定向 11 自动关门待客 完成全部指令后, 电梯自动关门,时间 4—10s 12 提早关门 按关门按钮,门不经延时立即关门 13 开门按钮开门 在电梯未起动前,
 道闸主要功能
道闸主要功能
道闸主要功能
道闸 主要功能: 功能一,手动按钮可作 ‘升’‘降’及‘停’操作、无线遥控可作 ‘升’‘降’‘停’及对手动按钮的 ‘加锁’‘解锁 ’操作 ; 功能二,停电自动解锁,停电后可手动抬杆 ; 功能三,具有便于维护与调试的 ‘自检模式 ’; 道闸 道闸又称挡车器,最初从国外引进,英文名叫 Barrier Gate ,是专门用于道路上限 制机动车行驶的通道出入口管理设备 ,现广泛应用于公路收费站、 停车场系统 管理车 辆通道,用于管理车辆的出入。电动道闸可单独通过无线遥控实现起落杆,也可以通过 停车场管理系统 (即 IC 刷卡管理系统)实行自动管理状态,入场取卡放行车辆,出场 时,收取 停车费 后自动放行车辆。