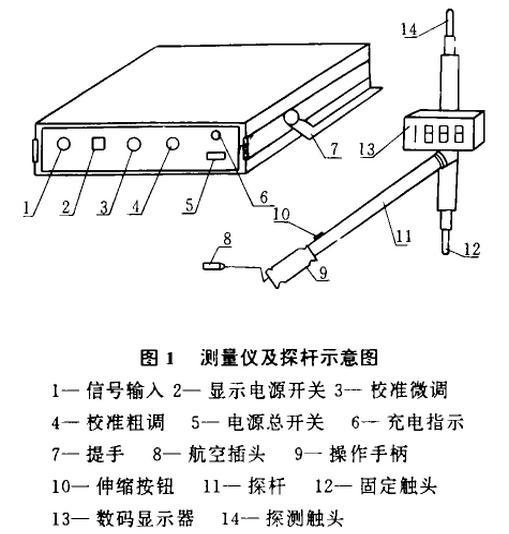
深孔测量概述文献

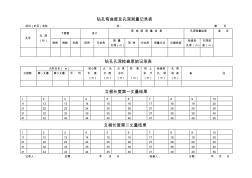 钻孔弯曲度及孔深测量记录表
钻孔弯曲度及孔深测量记录表
钻孔弯曲度及孔深测量记录表
钻孔弯曲度及孔深测量记录表 项目(矿区)名称 : 机: 第 页 孔号 孔 深 (M) 下套管 设计 弯 曲 度 测 量 结 果 孔深测量结果 备 注 规格 根数 米数 顶角 方位角 测 量 孔深(m) 顶 角 方位角 测量方法 仪器类型 检查后 孔深(m) 孔深误 差( m) 钻孔孔深检查原始记录表 立根数 占杆总长( m) 岩心管 长 度 (m) 占 头 长 度 (m) 占 具 总长 (m) 机 高 (m) 机 上 余 尺 (m) 检查前 孔 深 (m) 孔 深 误 差 (m) 备 注第一丈量 第二丈量 平 均 立根长度第一丈量结果 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 35 35 36 37 38 39 40 41 42 43 44 45
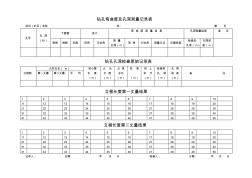 钻孔弯曲度及孔深测量记录表 (2)
钻孔弯曲度及孔深测量记录表 (2)
钻孔弯曲度及孔深测量记录表 (2)
钻孔弯曲度及孔深测量记录表 项目(矿区)名称 : 机: 第 页 孔号 孔 深 (M) 下套管 设计 弯 曲 度 测 量 结 果 孔深测量结果 备 注 规格 根数 米数 顶角 方位角 测 量 孔深(m) 顶 角 方位角 测量方法 仪器类型 检查后 孔深(m) 孔深误 差( m) 钻孔孔深检查原始记录表 立根数 占杆总长( m) 岩心管 长 度 (m) 占 头 长 度 (m) 占 具 总长 (m) 机 高 (m) 机 上 余 尺 (m) 检查前 孔 深 (m) 孔 深 误 差 (m) 备 注第一丈量 第二丈量 平 均 立根长度第一丈量结果 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 35 35 36 37 38 39 40 41 42 43 44 45