SPC控制图种类文献

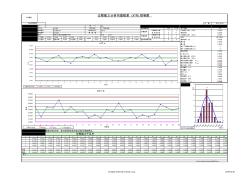 SPC过程能力控制图计量型(自动生成)
SPC过程能力控制图计量型(自动生成)
SPC过程能力控制图计量型(自动生成)
过程能力分析均值极差 (X-R)控制图 日 期 工厂 过 程 信 息 栏 统计特性描述 数 据 值 零件号 数据重要趋势 X 图 R 图 样本容量 100 图纸编号 3 3 工程规范下限 (LSL) 5.6000 模具编号 8 11 规格中线 6.0000 描述 单位 mm 3 3 工程规范上限 (USL) 6.4000 尺寸规格 6.000 上公差 0.400 下公差 0.400 UCLx 6.235 AVERx 5.973 LCLx 5.711 9 11 总和 597.2800 下公差限 5.600 规格中线 6.000 上公差限 6.400 UCLr 0.820 AVERr 0.359 LCLr 0.000 超出控制线点数 0 0 读数均值 (X) 5.9728 最大值 6.4200 最小值 5.5600 低于下控制线点数 (X) 0 高于上控制线点数 (X) 0 极差均值
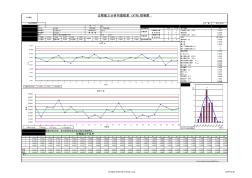 SPC过程能力控制图计量型(自动生成) (2)
SPC过程能力控制图计量型(自动生成) (2)
SPC过程能力控制图计量型(自动生成) (2)
过程能力分析均值极差 (X-R)控制图 日 期 工厂 过 程 信 息 栏 统计特性描述 数 据 值 零件号 数据重要趋势 X 图 R 图 样本容量 100 图纸编号 3 3 工程规范下限 (LSL) 5.6000 模具编号 8 11 规格中线 6.0000 描述 单位 mm 3 3 工程规范上限 (USL) 6.4000 尺寸规格 6.000 上公差 0.400 下公差 0.400 UCLx 6.235 AVERx 5.973 LCLx 5.711 9 11 总和 597.2800 下公差限 5.600 规格中线 6.000 上公差限 6.400 UCLr 0.820 AVERr 0.359 LCLr 0.000 超出控制线点数 0 0 读数均值 (X) 5.9728 最大值 6.4200 最小值 5.5600 低于下控制线点数 (X) 0 高于上控制线点数 (X) 0 极差均值