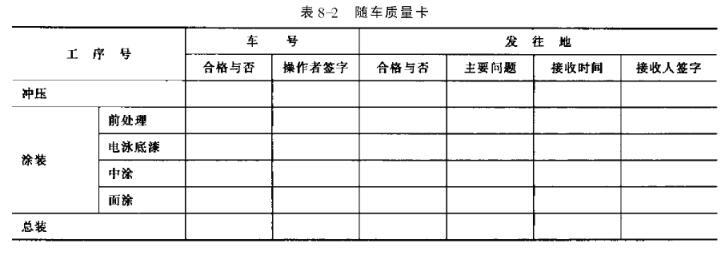
涂装检查参考手册内容简介文献

 GrADS快速参考手册
GrADS快速参考手册
GrADS快速参考手册
1
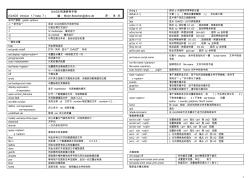
GrADS 快速参考手册
(GrADS Version 1.7 beta 7 ) 编: Meier-fleischer@dkrz.de 译: 朱 禾
命令行参数 grads -options
-c ‘命令组’ 启动 GrADS后执行该命令组
-b 以批处理方式运行
-l 以 landscape 模式运行
-p 以 portrait 模式运行
-C 以两位数记年时,自动设定世纪值
一般性设置
help 列出帮助选项
set grads on|off 打开 / 关闭 显示“ GrADS” 标志
set display
 临电临水设计参考手册簿
临电临水设计参考手册簿
临电临水设计参考手册簿
实用文案 标准文档 临电临水设计参考手册 实用文案 标准文档 前 言 本手册根据《施工现场临时用电安全技术规范》 、《建筑设计防火 规范》《建筑给排水及采暖工程施工质量验收规范》 、《建设工程施工 现场消防安全技术规范》、及相关国家标准要求 ,编制人在广泛调查研 究,认真总结实践经验 ,并广泛征求意见基础上 ,修订本参考手册 . 本参考手的主要内容包括两个篇章, 分别是 :第一篇 临电设计方 案参考篇;第二篇 临水设计方案参考篇。 本次参考手册的修订增添了新规范要求和公司编制的现场临电 设备及消防标准图集。 本参考手册编制的目的 : 1.针对建筑施工现场临时配电及临时用水设计及使用要求而将 计算公式整理 ,以便使用人更快速查到相关参考资料 ; 2.结合现场实际合理选用计算方法,电线、电缆载流量、供水管 管径、水泵、蓄水池及相关参数选用,配电箱内元器件规格、型号等 参数的合理配置提供参