二、千分尺是较为精密的测量工具,常用于测量加工精度较高的工件直径尺寸以及圆柱度等形状误差。正确使用千分尺的方法是:
1)选用符合测量范围的千分尺。数控车床与卡尺不同,千分尺是分段测量的。当测量范围在500mm以内,每25mm为一个测量段,即量程;当测量范围在500-iOOOmm时,每iOOrmrJ为一个测量段。如当测量+35mm的工件直径时,应选用测量范围为d25~50mm的千分尺。
2)校正零。先将千分尺两测量面擦拭干净,转动棘轮。当两测量面接触后,棘轮会发出"咔咔"的响声,这是检查零位线是否对准。当产生零位偏差时,应进行调整或检修校准。这足测量范围为0-25mm千分尺的校正方法,其他测量段的千分尺,则用相应的校正棒采用同样的方法校正。
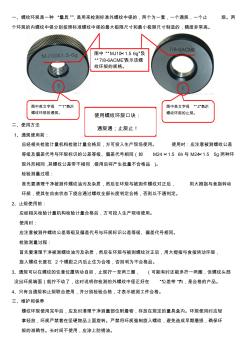
金昌光滑环规
3)检验测量误差。千分尺的重复使用会引起测微螺杆的组装误差。因此,在使用测量段高端测量精密工件时,会产生测量误差,所以,在用两把千分尺测量同一件工件直径时,经常会出现读数不同的现象。数控车床如使用量程为25-50mm的千分尺测量弘8;。.。一轴的直径时,虽然零位线对合准确,但数值在48mm的位置上是否准确呢?这要由测微螺杆的配合精度决定,配合精度越差,误差越大;离零线越远的位置,误差也越大。所以,在测量前应对被测量的48mm这一点的位置进行误差检验。
具体的方法是:选用多块量块,凑成尺寸48mm,放置在千分尺两测量面间,转动棘轮,待微分筒刻线不动时,观察刻度在48mm位置上的零位线是否对准。否则微分筒偏移的格数,即为千分尺在这个位置上的测量偏差。数控车床采取的补救措施,一是送计量部门进行修复,校准精度;二是以偏差的刻线作为假定零位,在测量时以此冲销。
4)测量前,被测表面和千分尺两端面均应擦净。
5)应注意,必须在工件降到室温状态下再进行测量,以防止热胀误差。
6)在测量时,左手握住尺架,设有隔热板的千分尺,应握枉隔热板处,将下测量面贴到被测量面的直径一侧;右手拇指和食指先握住微分筒,并向前转动,当上测量面接近直径另一侧时,再转动棘轮,并作轻微的轴向摆动,使两测量面与工件外径保持垂直的状态下,准确对准工件直径。数控车床当棘轮发声时,微分筒也停止转动,这时千分尺各刻度的综合读数,即为工件直径的实际测量尺寸。
7)在测量直径较大的工件时,很容易产生测量误差。为慎重起见,也应重复多测量几次,得到正确的测量结果。
8)退尺时,应转动微分筒,不能转动棘轮,以防止零件松动,影响零位的准确性。
9)切勿握住微分筒甩转尺架,以防止测微螺杆在偏移的离心力作用下损伤,影响测量的准确性。
-