下料口温度下降较大文献

 常用材料成份及热处理温度、回火温度硬度
常用材料成份及热处理温度、回火温度硬度
常用材料成份及热处理温度、回火温度硬度
C Si Mn Cr Mo Ni P S Cu SNCM220 0.17-0.23 0.15-0.35 0.60-0.90 0.40-0.65 0.15-0.30 0.40-0.70 ≤0.030 ≤0.030 / SUM23 ≤0.09 / 0.75-1.05 / / / 0.04-0.09 0.26-0.35 / SUM24L ≤0.15 / 0.85-1.15 / / / 0.04-0.09 0.26-0.35 / SUM43 0.40-0.48 / 1.35-1.65 / / / 0.04 0.24-0.33 / SCM440 0.38-0.43 0.15-0.35 0.60-0.85 0.90-1.20 0.15-0.30 ≤0.25 ≤0.030 ≤0.030 ≤0.30 S45C 0.42-0.48 0.15-0.35 0.60-0.90 ≤0.20 / ≤0.20 ≤0.0
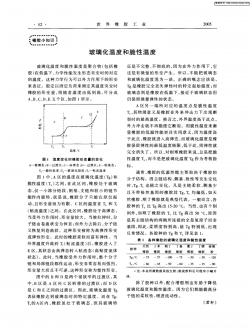 玻璃化温度和脆性温度
玻璃化温度和脆性温度
玻璃化温度和脆性温度
维普资讯 http://www.cqvip.com