
快意人生
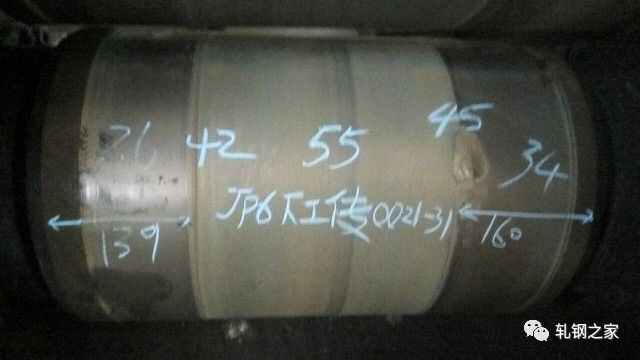
窄带钢工作辊,轧槽边部掉块,烦请大家帮诊断诊断!

千千学
热轧吧,多宽的,一共几架这是第几架?

快意人生
热轧 305宽,一共是八架精轧,四架四辊,这是第六架轧机,第二架四辊。

千千学
第一次见这样的,不像是板带了

快意人生
@千千学 窄带钢


海宾
个人认为,落槽太深,出台了,支撑辊和这个位置应力太集中,没好办法,勤换辊或者改整体浇铸辊。

快意人生
问题太严重!换了多家轧辊,均出现此问题,几乎没有正常报废的轧辊。每月在30多支轧辊,严重的就更多了

千千学
靠,掉的真厉害。疲劳,个人认为没啥好办法。以前遇到过,新辊用到第五次左右出类似问题,换了个厂家基本没再出现过。

快意人生
@千千学 是轧辊质量问题吗?

千千学
辊径大概位置,就是说新辊还是老辊?
对,不过看你换了厂家还是如此,需要找自己原因了。

快意人生
使用个二三次以后就有掉的,多数到不了10次
厚德载物
如果仅第六架,主要在一面,可能不仅仅是轧辊厂问题了。

快意人生
我们的850热轧辊,使用谁家也没问题,就是这条线,使用谁家都不行

勇敢的心
带钢毛刺大了

千千学
我是1250,稍宽点,四辊轧机,带正弯辊,窜辊。

快意人生
四辊轧辊均有

千千学
没干过窄带,是不是手段少?

勇敢的心
或者考虑给轧辊设置磨削倒角

快意人生
@勇敢的心 保证末架正常;
有倒角也没起大作用,使用后进行疲劳车层,也没起作用;
真有点晕

勇敢的心
还是应力大了

快意人生
@千千学 老线,没有太多的可控手段

千千学
辊子硬度别太高了
厚德载物
粗轧板型有测量过吗

快意人生
@千千学 在75-80

千千学
和我们一样,出问题了可以考虑低点试试,70-75

勇敢的心
老线,难道说投产就有这个问题?

快意人生
@千千学 硬度低了,出印,没法生产。
厚德载物
二开温度是多少

快意人生
一直有这个问题,但原来8小时换辊,产量低,现在呢,12小时换辊,可能更长,产量是原来两倍

勇敢的心
输入对话输入对话

快意人生
@厚德载物 开轧温度在1000度吧。还是挺高的

邢台轧辊-王
这是典型的疲劳裂纹,已经超出了轧辊强度,窄带钢都是拼设备蹧轧辊出产量,又不能像宽带那样快速换辊,办法只有减少待机时间增加车磨量加大支撑辊倒角。
你看轧辊两边硬度差多少?

快意人生
王总,让你给我们供点轧辊,你会有改善吗?
有空来给我们指点指点吧

快意人生
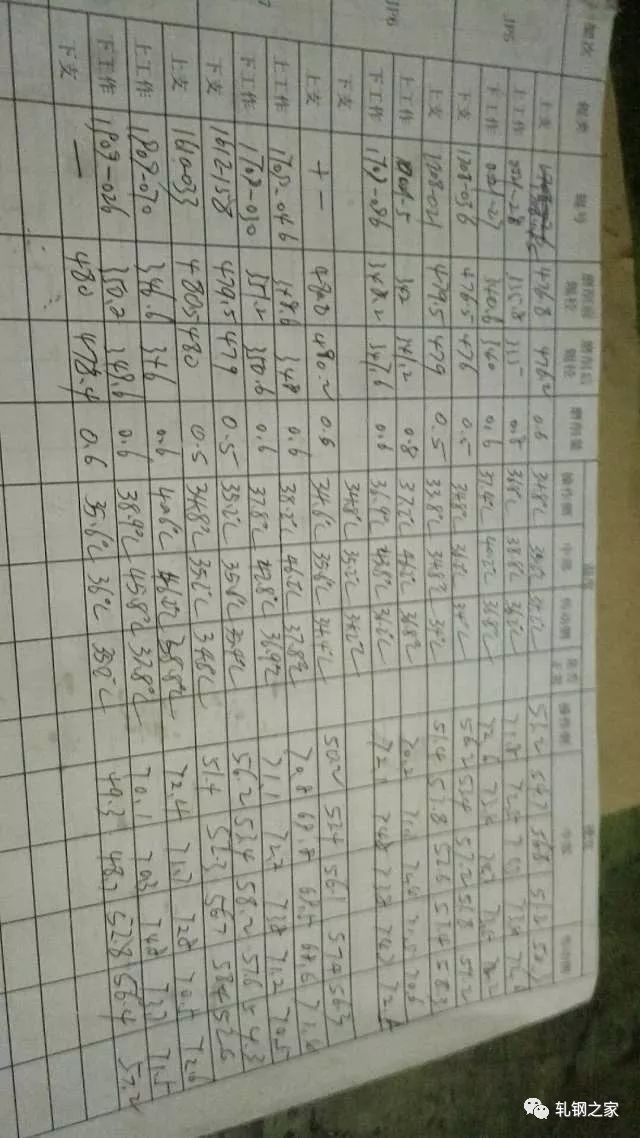
辊面硬度有虚数,普遍偏低;上图是现场的记录

千千学
我们也是,原来55千米,现在65千米,甚至超过70千米;
换辊10分钟也不行

海宾
建议你从以下方面找原因,一,对方轧制是否遵循先宽后窄的轧制计划安排,二,是否按照同行业轧辊公里数行业标准执行换辊,350的辊径公里数应该挺低的,三,是否极限规格太多,过钢节奏是否太快,轧辊间歇冷却不够。

快意人生
@海宾 可是行业的过钢里程标准是多少呢?

海宾
可以对对标,找个轧辊使用较好厂家,了解一下制定标准,现在热轧都在挑战极限

快意人生
@海宾 谢谢!有好的轧线给介绍下
在我的记录里,吉林建龙,唐山瑞丰,宝泰较好

千千学
@海宾 说的好,轧钢自身原因都说全了。学习了

海宾
@千千学 还得向您学习

千千学
@海宾 您太客气了,常交流,欢迎来新金做客指导。

海宾
会经常麻烦您的,你们现在是标杆

军军
@快意人生 现在换辊怎么换的?像这种窄带不能单独按照过钢公里数来计算,减小点jp6的负荷,我想知道换辊是接班换1-8加7和8的支撑吗?

快意人生
@军军 四架四辊除末架都掉块很多

军军
窄带钢没办法,一般都是3架抛钢1架咬钢,一年也是150万吨

军军
2辊轧机多吃,如果电流还大就让粗轧多吃点

海宾
@军军 你们这是要飞呀

军军
粗轧是连轧还是三辊?

快意人生
换辊是每班换一次,四架四辊工作全换,支撑换两架全,下支全换

军军
@海宾 你可以回唐山地区看看么,只要550轧机一下的,带立式卷取的,都这么干

快意人生
三辊

军军
就是6-7的上支没换,其余精轧辊全换了
三辊轧机最后一道料厚多少?
窄带和中宽带,宽带的控制差别太大了,毕竟没有宽带上那些手段和方式,只有老办法
看看下工的阻尼体,接轴晃动量

快意人生
@军军 中间坯30

军军
成品轧1.几的?

快意人生
@军军 阻尼体也不知是质量好了还是作用小了,坏的特别少

快意人生
1.7-4.5;305*2.5的掉的多

钢铁蜗牛
@快意人生 原因上面已经说的够全面的了,考虑一下工作辊和支撑辊的对中还有就是支撑辊倒角的长度和角度。
这种非常像应力集中造成的。

快意人生
@钢铁蜗牛 谢谢!主要是轧辊厂家认为自己没问题,使用方更认为自己没问题。
全是轧槽边部,有大有小

钢铁蜗牛
全在一侧?

快意人生
都有

钢铁蜗牛
追求产量,老线一般对中和紧固都有些问题,我提的仅供参考。

快意人生
我们的水压是2Kg,也不知窄带钢的水压标准是多少?

钢铁蜗牛
窄带不清楚不过850可以到7公斤

快意人生
850我们也是7公斤

军军
4公斤以上

快意人生
@军军 窄带钢水压?

军军
嗯,一般要求4公斤以上
群猪
您所知道的,正是别人所需要的,恳请留言指导!


搜【轧钢之家】


度计。感觉还不错。2014年4月14日星期一读经第一天读经内容:孝经01-06 弟子规01 易经周易上经乾卦第一读经人:方瑜宝贝妈妈今天是宝贝第一天读经,总体来说还可以吧,弟子规和孝经读的比较好,能够认真指读,但是到易经就不行了,可能是不认识的字太多了,指读一点就不指了,但是还可以跟读,表现比较满意,一点点来吧,宝贝本身是个爱动的孩子,能够坐住20分钟也就可以了,还是表扬一下吧。希望宝贝能够越来越好吧,今天和宝贝还制定了一个每天学习记录表,将每天完成的作业及各项内容如实记录,每周有评比,希望宝贝能够坚持下去。感恩天地!感恩圣贤!感恩虚受老师和爱红老师!感恩我的指导老师雪妈的一路引领和辛苦指导!感恩宝贝的陪伴,感恩一切的感恩!2014年4月15日星期二读经第二天读经内容:孝经01-06 弟子规01 易经周
公众号推荐:
轧机轴承(ID:DMD_bearing)
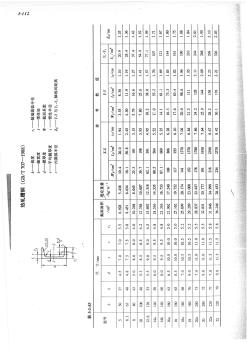

 GBT热轧槽钢
GBT热轧槽钢


