一种木片的生产方法项目成员文献

 一种新型砌块的生产方法
一种新型砌块的生产方法
一种新型砌块的生产方法
维普资讯 http://www.cqvip.com
 一种风电法兰用钢的生产方法的研究
一种风电法兰用钢的生产方法的研究
一种风电法兰用钢的生产方法的研究
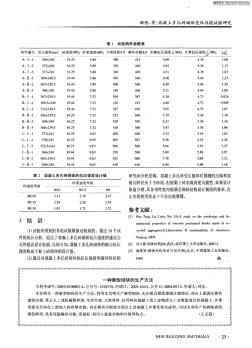
207 一种风电法兰用钢的生产方法的研究 【摘 要】本研究是用连铸的方法生产制造风电法兰用钢,与现有技术相比,本工艺提高了制造风电法兰用钢成材率,使 用连铸坯锻造风电法兰与传统的模铸锭锻造法兰相比,成材率提高 25%以上,大大的降低了成本。 【关键词 】连铸坯锻造 风电法兰用钢 南阳汉冶特钢有限公司针对传统用 钢锭制造法兰成材率较低的问题, 本着提高成材率,降低成本的想 法,公司着手大力研发采用连铸的方法生产制造风电法兰用钢,并对风电法兰用钢使用情况进行跟踪具有 低成本、低能耗、快节奏的特点,配合合适的化学成分设计,使其既能保证高强度、高韧性和良好的焊接 性能等要求, 提高工程结构的施工效率和安全可靠性, 又能简化生产工艺、 缩短生产流程、 降低生产能耗, 适合大生产操作。 1.风电法兰用钢发展现状 2008年下半年,由于世界金融危机的影响,中国为了保证社会经济的平稳发展,政府加大了 对