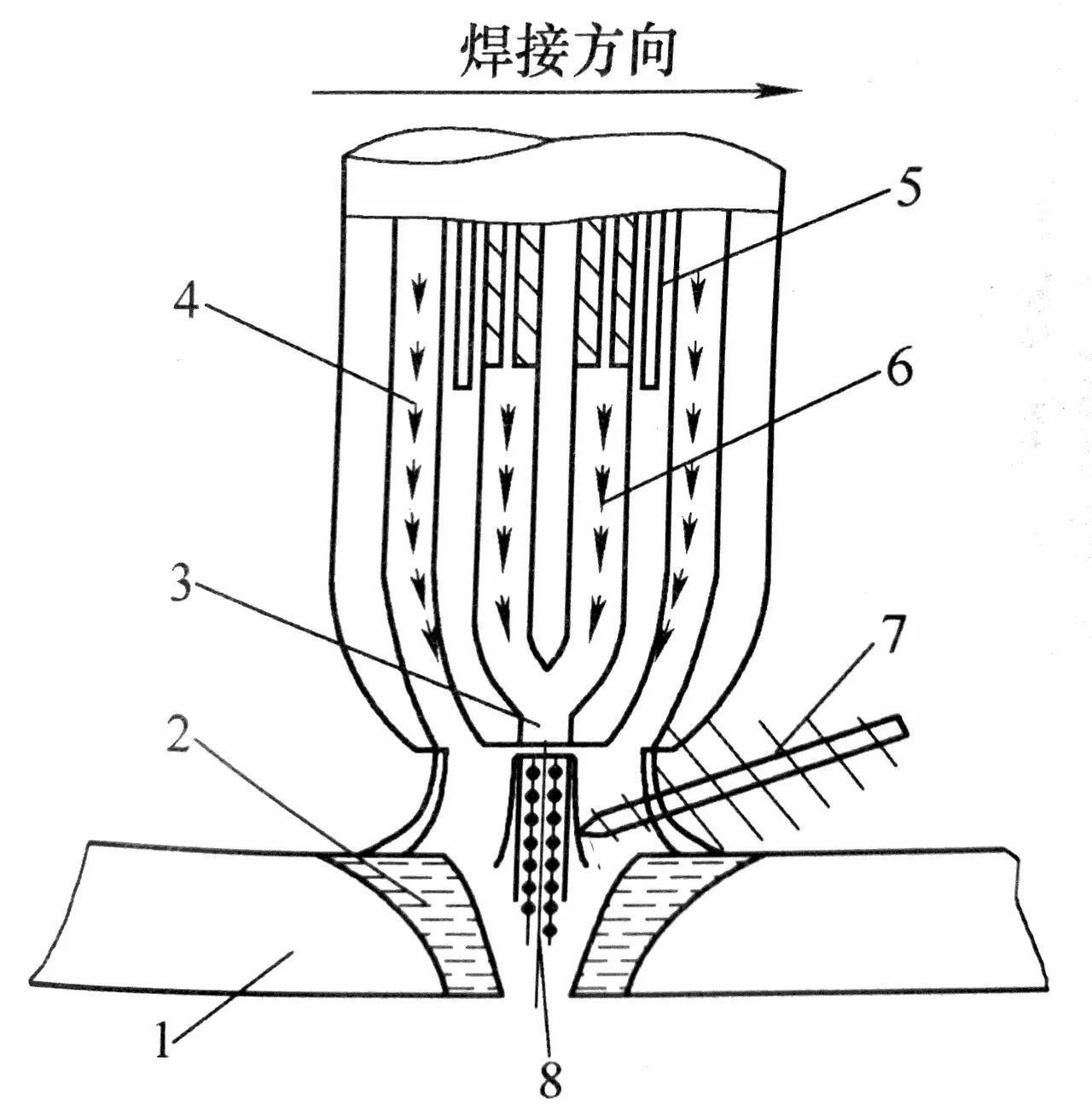
自动变极性焊接成型系统主要功能文献

 道闸主要功能
道闸主要功能
道闸主要功能
道闸 主要功能: 功能一,手动按钮可作 ‘升’‘降’及‘停’操作、无线遥控可作 ‘升’‘降’‘停’及对手动按钮的 ‘加锁’‘解锁 ’操作 ; 功能二,停电自动解锁,停电后可手动抬杆 ; 功能三,具有便于维护与调试的 ‘自检模式 ’; 道闸 道闸又称挡车器,最初从国外引进,英文名叫 Barrier Gate ,是专门用于道路上限 制机动车行驶的通道出入口管理设备 ,现广泛应用于公路收费站、 停车场系统 管理车 辆通道,用于管理车辆的出入。电动道闸可单独通过无线遥控实现起落杆,也可以通过 停车场管理系统 (即 IC 刷卡管理系统)实行自动管理状态,入场取卡放行车辆,出场 时,收取 停车费 后自动放行车辆。
 自动扶梯主要功能表
自动扶梯主要功能表
自动扶梯主要功能表
浙 江 恒 达 富 士 电 梯 有 限 公 司 自动扶梯主要零部件配制表 主要部件 产地厂家 1. 主机 常熟通润公司 2. PLC电脑 富士公司 3. 接触器 富士公司 4. 继电器 富士公司 5. 扶手带 上海菱达斯扶手有限公司 6. 梯级链 苏州奥达机械部件有限公司 7. 护壁板 上海耀荣玻璃有限公司 8. 桁架 苏州永星配件有限公司 9. 内外盖板及围裙板 吴江聚丰机械配件有限公司 10. 梯级 宁波力隆企业集团有限公司 11. 直线导轨 苏州冷拉型钢厂 12. 上下驱动总成 苏州永星配件有限公司 13. 踏板链异常保护 浙江恒达富士电梯有限公司 14. 梳齿异物保护装置 浙江恒达富士电梯有限公司 15. 围裙板保护装置 浙江恒达富士电梯有限公司 16. 手指保护装置 浙江恒达富士电梯有限公司 17. 梯级下陷保护装置 浙江恒达富士电梯有限公司 18. 梯级链异常保护装置 浙江恒达