直流电孤炉炼钢行业分析文献

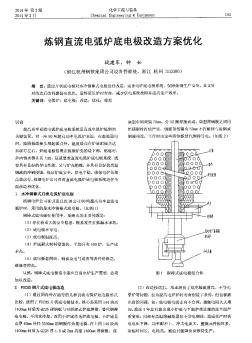 炼钢直流电弧炉底电极改造方案优化
炼钢直流电弧炉底电极改造方案优化
炼钢直流电弧炉底电极改造方案优化
通过片状底电极对水冷钢棒式电极进行改造,完善电炉底电极系统,保障炼钢生产安全。本文针对改造后的问题提出优化,最终延长炉衬寿命,减少供电系统故障并提高生产效率。
 150T直流电弧炉炼钢工艺
150T直流电弧炉炼钢工艺
150T直流电弧炉炼钢工艺
摘 要 改革开放以来,我国电弧炉炼钢技术紧跟世界电炉炼钢工业的发展趋势, 得 到了快速发展。特别是冶金工艺流程的革命性变换, 如电炉从三期操作发展到只 提供初炼钢水的两期操作, 从模铸到连铸, 从出钢槽到偏心底出钢, 以及为了满 足连铸生产的快节奏提高炉子生产率而采用多能源的综合利用等等, 所有这些改 变都是促使为冶金工艺服务的电炉装备也取得了突破性的发展。 近十年,我国从 国外先后引进了交流超高功率电弧炉、 直流电弧炉、 高阻抗电弧炉、 双壳炉和竖 炉。通过这些设备的调试、操作、维护以及备品的制造,提高了我国电炉制造的 设计制造水平。在消化吸收与创新的基础上, 我国大容量电弧炉的国产化奠定了 基础。当前电弧炉正朝着大型电弧炉、超高功率供电技术、采用各种炉外精炼、 发展直接还原法炼钢、 逐步扩大机械化自动化及用电子计算机进行过程控制等的 发展,所以我们进行了电炉炼钢的设计,以适应潮流的发展