组立文献

 电杆组立表
电杆组立表
电杆组立表
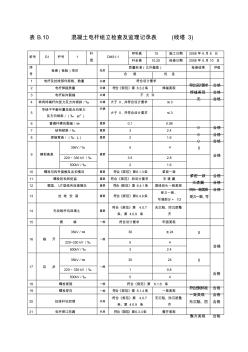
表 B.10 混凝土电杆组立检查及监理记录表 (线塔 3) 桩号 G1 杆号 1 杆 型 DM31-1 呼称高 15 施工日期 2008 年 6月 6 日 杆全高 10.25 检查日期 2008 年 6月 10 日 序 号 检查(检验)项目 性质 质量标准(允许偏差) 检查结果 评级 合 格 优 良 1 电杆及拉线部件规格、数量 关键 符合设计要求 符合设计要求 合格 2 电杆焊接质量 关键 符合《规范》第 6.3.2条 焊缝美观 焊缝美观 合格 3 电杆纵向裂缝 关键 不 允 许 无 合格 4 转角终端杆向受力反方向倾斜/‰ 关键 大于 0,并符合设计要求 ≤3 5 导线不平衡布置拉线点向受力 反方向倾斜/(‰ H′) 关键 大于 0,并符合设计要求 ≤3 6 普通杆横向裂缝/㎜ 重要 0.1 0.08 0 合格 7 结构倾斜/‰ 重要 3 2.4 0 合格 8 焊接弯曲