多孔TiAl金属间化合物和434L不锈钢钎焊连接
2024-05-23
第 13卷第 1期 粉末冶金材料科学与工程 2008年 2月 Vol.13 No.1 Materials Science and Engineering of Powder Metallurgy Feb. 2008 多孔 TiAl 金属间化合物和 434L 不锈钢的钎焊连接 周 群,贺跃辉,江 垚,高海燕,沈培智 (中南大学 粉末冶金国家重点实验室, 410083) 摘 要:采用 Ti-Cu 混合粉为焊料,对多孔 TiAl 金属间化合物与 434L 不锈钢进行真空钎焊连接,测试异种材料 连接件的整体拉伸性能; 并用扫描电子显微镜 (SEM)和 X 射线衍射仪 (XRD)对接头界面组织结构进行观察和分析。 结果表明,采用 Ti-Cu 粉焊料可以实现此类异种材料间的连接;优化的焊接工艺参数为 :焊接温度 955 ℃及焊接 时间 240 s,连接件的室温抗拉强度为 65 MPa;接头界面结构依

 钛/不锈钢焊接界面金属间化合物的生成动力学
钛/不锈钢焊接界面金属间化合物的生成动力学 对ta2/316l焊接接头分别进行350~900℃、保温30~120min的真空热处理,利用sem、edx及热力学、动力学等分析手段研究了热处理后界面反应物的生长过程及规律。结果表明,界面反应物呈层状出现,且随着热处理温度的升高,层状反应物由一层变为多层。动力学计算显示,在900℃以下对ta2/316l接头进行热处理,其界面金属间化合物呈线性增长,界面总金属间化合物生长动力学方程可表示为w=1.15×106exp(-50.93kj.mol-1/(rt)1t2。
编辑推荐下载
格式:pdf
大小:239KB
页数:4P
人气:74
 4.7
4.7
Fe-Co-Sm-Ho合金800℃下的金属间化合物 为了研究fe-co-sm-ho合金在800℃平衡条件下所存在的金属间化合物种类和晶体结构,配制了39个fe-co-sm-ho合金样品.采用金相显微镜、x射线衍射方法,分析确定了fe-co-sm-ho合金在800℃平衡条件下共有7个类型的金属间化合物存在:1∶2型、1∶3型、1∶5型、2∶7型、6∶23型、th2ni17结构的2∶17型和th2zn17结构的2∶17型.
格式:pdf
大小:1.3MB
页数:4P
人气:74
4.7
钛合金/不锈钢钎焊接头的组织特征 采用金相显微镜、电子显微镜、x射线能谱仪、显微硬度、力学试验等检测手段,对ta17钛合金/ag95cunili/0cr18ni10ti不锈钢钎焊接头的组织特征进行了分析。结果表明:钎缝中不锈钢/钎料一侧,形成了三层金属间化合物钎缝组织;在钛合金/钎料一侧,形成两个组织区域;同时,银沿钛合金晶间扩散;在凝固钎焊接头的钎缝中,靠近不锈钢一侧出现了ti、cu的富集;靠近钛合金一侧cu原子的含量明显升高,钎缝中心区基本上是纯银;钎缝中除不锈钢/钎料扩散层外,其他各微区的显微硬度并没有增加;从钎缝断口分析也证明钎缝中靠近不锈钢一侧是接头最薄弱的位置。
热门文档 多孔TiAl金属间化合物和434L不锈钢钎焊连接
格式:pdf
大小:1.5MB
页数:7P
人气:74
4.7
La对Sn-Ag-Cu无铅钎料与铜钎焊接头金属间化合物的影响 研究微量稀土la在钎焊和时效过程中对sn-3.0ag-0.5cu无铅钎料与铜基板的钎焊界面及钎料内部金属间化合物(imc)的形成与生长行为的影响。结果表明:钎焊后钎焊界面形成连续的扇形cu6sn5化合物层,其厚度随la含量的增加而减小;在150℃时效100h后,连续的cu3sn化合物层在cu6sn5化合物层和铜基板之间析出,且cu6sn5层里嵌有ag3sn颗粒;界面金属间化合物总厚度随时效时间的延长而增厚,且在相同时效条件下随la含量的增加而减小;时效过程中金属间化合物生长动力学的时间系数(n)随着la含量的增加逐渐增大;钎焊后钎料内部ag仍以共晶形式存在,时效后ag3sn颗粒沿钎料内部的共晶组织网络析出。
格式:pdf
大小:1.9MB
页数:8P
人气:74
4.5

采用元素粉末反应合成的方法并用尿素作为造孔剂制备ni3al金属间化合物多孔材料。用电化学和浸泡实验表征ni3al金属间化合物多孔材料在6mol/lkoh溶液中的抗腐蚀行为。系统研究孔结构对材料抗腐蚀性能的影响。研究结果表明:孔隙率较大的ni3al金属间化合物多孔材料较孔隙率较小的样品腐蚀更严重,这是由于孔隙率较大的样品具有复杂的联通孔结构以及较大的比表面积。然而,材料的腐蚀速率与比表面积并不成正比,这是因为随着孔隙率的增大,材料的孔径大小、孔径分布以及孔隙形状都随之变化。不同孔隙率大小的ni3al金属间化合物多孔材料在碱溶液中均表现出较好的抗腐蚀性能。

格式:pdf
大小:371KB
页数:2P
人气:74
4.5
陶瓷与不锈钢钎焊的研究 选用活性钎料agcuti或cuti对陶瓷与不锈钢进行直接钎接。拉伸试验和金相分析结果表明,钎料的选择是成功的。
格式:pdf
大小:117KB
页数:未知
人气:74
4.8
陶瓷与不锈钢钎焊钎料的研究 陶瓷与金属直接钎接的关键问题是钎料的选择,采用活性钎料进行陶瓷与的直接钎接,并对接头进行了机械拉伸试验和金相分析,结果表明,钎料的选择是成功的,还介绍了钎料的冶炼工艺。
精华文档 多孔TiAl金属间化合物和434L不锈钢钎焊连接
格式:pdf
大小:108KB
页数:未知
人气:74
4.6
全不锈钢钎焊换热器简介 得益于全新的alfafusiorl熔焊技术,全不锈钢熔焊板式换热器alfanova开创了板式换热器应用的新领域,在和传统换热器的竞争中占据了优势。alfanova在各行各业中有很大的发展潜力,在制冷应用上已建立了坚固的桥头堡。
格式:pdf
大小:206KB
页数:2P
人气:74
4.5
铝合金与不锈钢钎焊用钎剂性能研究 针对al及其合金与不锈钢钎焊中存在的因钎剂的腐蚀性及钎料的润湿性等引起钎焊接头强度下降的问题,研制出一种以lic1-nac1为基,并配以其它成分的al基钎剂。对钎剂的配制机理进行了分析,并用试验的方法对其钎焊性能进行了研究。对钎焊接头及其界面作扫描电镜(sem)、透射电镜(tem)、x射线衍射和拉力试验等分析发现,钎剂对钎料的润湿性能良好,有效地阻止了钎料在钎焊期间的氧化。对接头进行腐蚀性试验,发现焊缝的抗腐蚀性较强,能够满足一般环境的使用要求。
格式:pdf
大小:346KB
页数:6P
人气:74
4.6
铝合金与不锈钢钎焊性能影响因素的研究 本研究使用al-si钎料对各种铝合金与不锈钢在电阻炉中实施了钎焊。对接头成败、钎焊界面间铝合金、钎料和钎剂成分的元素扩散状况和组织变化进行了edx,epma分析;并用xrd检测了钎剂对不锈钢的影响;还根据试验结果对熔融钎料层的消失即等温凝固时间进行了理论推定;进而将推定结果和al-si与al-zn系重叠扩散的理论解析进行了对比考察、验证。其结果为:铝合金与不锈钢的空气中钎焊要得到强固的接头是很困难的;使用钎剂去除不锈钢的氧化膜并使其产生湿润所需的时间比铝合金要长;接头不能形成的主要原因是钎料在对不锈钢产生润湿前,先与铝合金产生润湿、反应后急速等温凝固;而此等温凝固是由钎剂中的zn扩散到钎料及铝合金母材中所致。
格式:pdf
大小:865KB
页数:4P
人气:74
4.7
接触反应法解决铝/不锈钢钎焊的缺陷及脆性 为满足不锈钢电加热餐具生产的需要,提出采用接触反应钎焊的方法实现复合电热餐具的铝热管与铝板、铝板与不锈钢板结构的高致密连接.研究表明:si中间层介质与铝基体之间的共晶反应所产生的al-si共晶液相,能够将铝加热管与铝板、铝板与不锈钢板大面积结构致密地连接在一起;接触反应钎焊初期存在al/si固相扩散反应的液相反应萌生,该过程与加热阶段si的固态扩散、液相层扩展和成分均匀化共同构成接触反应钎焊接头成缝过程;接触反应钎焊初期液相反应萌生以al/si固相界面的扩散为主要控制过程,其受控干si向al基体内的固相扩散速率,液相层的扩展和成分均匀化受控于al在al-si液相中的扩散速率,是液相产生的主要阶段;接触反应钎焊依靠反应液相层的阻隔延迟效应,限制了铝/不锈钢异种材料间脆性化合物的生成,使得反应层薄,钎缝强度高.
格式:pdf
大小:668KB
页数:5P
人气:74
4.7
结合钎焊和氩弧焊方法对钛合金/Nb/不锈钢接头的连接 利用agcu-1.8ti和agcu-4.4ti两种钎料对nb与0cr17ni4cu4nb不锈钢进行润湿性研究,并钎焊nb与0cr17ni4cu4nb接头。agcu-1.8ti在nb与0cr17ni4cu4nb上的润湿角均小于agcu-4.4ti。分析接头组织发现,agcu-4.4ti钎料接头中在靠近不锈钢侧存在约50μm宽的富ti层,而agcu-1.8ti钎料接头中未发现该富ti层。利用氩弧焊将tc4与nb预先焊好后再用两种钎料钎焊nb和不锈钢,测定tc4/nb/0cr17ni4cu4nb接头的室温拉伸强度。数据显示,agcu-1.8ti钎料接头的室温拉伸强度平均值达到222.2mpa,而agcu-4.4ti钎料接头强度仅有133.8mpa,所有接头均断于nb与0cr17ni4cu4nb界面。
最新文档 多孔TiAl金属间化合物和434L不锈钢钎焊连接
格式:pdf
大小:131KB
页数:3P
人气:74
4.5
焊接间隙对不锈钢钎焊缝性能的影响 文中采用bni-2钎料(bni82crsib)对1cr18ni9ti不锈钢进行了真空钎焊,钎焊后对样件进行了拉力试验,并使用扫描电镜对接头组织进行了分析,以研究焊接间隙对钎焊缝性能的影响。研究结果表明,接头组织基本由固溶体、金属间化合物及母材近焊缝区域附近的网状组织组成。随着钎缝间隙的增大,钎缝的组织会出现大量的金属间化合物,钎焊接头的综合性能会随之下降,钎缝的强度也随着钎缝间隙的增大呈现明显的下降趋势。
格式:pdf
大小:145KB
页数:5P
人气:74
4.7
钛合金与不锈钢扩散焊中间金属的选择 采用铜和铜加钒作中间金属,探索了钛合金tc4与不锈钢1cr18ni9ti的真空扩散焊工艺,对接头成分、组织进行了分析。结果表明:采用一层中间金属铜进行扩散焊时,接头的强度很低,呈脆性断裂;采用两层中间金属铜加钒时,接头的强度与铜层的相对厚度有关,最高强度可接近母材不锈钢强度的下限。
格式:pdf
大小:725KB
页数:5P
人气:74
4.7
陶瓷/AgCuTi/不锈钢钎焊连接界面组织与结构 采用ag-cu-ti钎料对日用陶瓷与1cr18ni9ti不锈钢进行了钎焊连接.用扫描电镜、能谱仪以及x射线衍射仪对接头的微观组织形貌、特征点的成分以及钎焊接头的物相等进行了分析研究.结果表明,接头界面处形成了多种化合物,包括tio,tisi2,ti5si3和fe2ti.当温度为850℃,保温时间为5min时,接头界面结构为1cr18ni9ti不锈钢/fe2ti/ag[s,s]+cu[s,s]+fe2ti/tio+ti5si3+tisi2/陶瓷.当钎焊温度较高或保温时间较长时,界面反应层厚度增加,界面中基体相ag[s,s],cu[s,s]所占比例显著减小.
格式:pdf
大小:12KB
页数:1P
人气:74
4.8
钛铝金属间化合物熔模壳型铸造工艺 钛铝基合金是一种理想的高温轻质结构材料,有望广泛应用于航空航天和 汽车等领域的热端部件。但由于该类零件本身结构复杂,钛铝基合金室温强 度、硬度均较高,因此采用传统机械加工技术势必使其成本大幅上升。近年来 国外采用真空低压吸铸(clv)法及永久模压铸法,解决了钛铝基合金铸件的 填充和补缩问题。铸造出了叶轮和压气机阀等高温结构件,考核试验表明此类 铸件具有良好的使用性能,且其成本远低于变形合金。在解决了以下关键工艺 技术后,运用熔模精密铸造技术完全可以制造出高性能、低成本的钛铝基高温结 构零件:铸造钛铝基合金粗大的各向异性组织;严格控 制间隙元素氮及其化合物在其中对材料性能造成的不利影响;在真 空熔炼条件下,由于合金元素(特别是铝、铬)挥发造成的合金成分波动对性 能产生的不利影响。钛及其合金熔模
格式:pdf
大小:3.5MB
页数:5P
人气:74
4.7
金属间化合物对钛合金与不锈钢的热轧焊过渡接头耐热性的影响(英文) 研究金属间化合物对过渡接头耐热性的影响,采用镍中间层的钛与不锈钢热轧焊接头的焊后热处理方法,研究焊后热处理引起的连接界面微观组织演变。结果表明:当热处理温度为600~800°c,热处理时间为10min和30min时,在不锈钢与镍的连接界面处没有发生明显的互扩散。但是,当热处理温度为700°c热处理时间为30min时,在不锈钢与镍的连接界面出现微裂纹。热处理温度为600°c时,镍与钛合金的连接界面的金属间化合物层的厚度增大,而热处理温度为700和800°c时,界面出现微裂纹。微裂纹产生在金属间化合物层之间或者是金属间化合物层与镍层之间。过渡接头的拉伸强度随着热处理温度的升高或时间的延长而降低。
格式:pdf
大小:1.0MB
页数:4P
人气:74
4.6
日用陶瓷与不锈钢钎焊连接的界面组织与性能分析 对日用陶瓷进行了化学镀镍,实现了镀镍陶瓷与1cr18ni9ti不锈钢的钎焊连接。借助扫描电镜、能谱分析、x射线衍射分析、压剪试验等分析测试手段,分析了陶瓷/ni/sn-3.5ag/不锈钢在大气环境下,钎焊接头的界面组织结构和接头性能。结果表明,化学镀镍陶瓷/1cr18ni9ti不锈钢接头为多层复合结构,镀镍层与锡基钎料发生界面反应,其界面反应产物为ni3sn4金属间化合物及锡基固溶体。当连接温度为300℃,连接时间为5min时,接头的抗剪强度能达到15.7mpa。该方法成本低,便于批量生产,拓宽了日用陶瓷的使用范围,具有一定的应用价值。
格式:pdf
大小:1.1MB
页数:5P
人气:74
4.5
TiC金属陶瓷/钢钎焊接头的界面结构和连接强度 采用bag45cuzn钎料对自蔓延高温合成的tic金属陶瓷与中碳钢进行了真空钎焊连接,利用扫描电镜、电子探针、x射线衍射等分析手段对接头的界面结构和室温抗剪强度进行了研究。结果表明,利用bag45cuzn钎料可实现tic金属陶瓷与中碳钢的连接;接头的界面结构为tic金属陶瓷/(cu,ni)固溶体/ag基固溶体+cu基固溶体/(cu,ni)固溶体/(cu,ni)+(fe,ni)/中碳钢;在连接温度为850℃保温10min的钎焊条件下,接头的抗剪强度可达121mpa。
格式:pdf
大小:1.0MB
页数:4P
人气:74
4.7
铁-铝金属间化合物涂层退火工艺的正交试验设计 采用火焰喷涂-感应重熔工艺在45钢基体上制备铁-铝金属间化合物涂层,对其退火热处理工艺进行正交设计,得出优化的工艺为750℃退火1.5h。优化退火后涂层的磨屑及磨损后试样表面形貌分析表明:涂层的主要磨损机制开始为粘着磨损,随后转变为磨粒磨损。由扫描电子显微镜分析可知:退火后铁-铝金属间化合物涂层由固溶体、条块状碳化物、氧化物和孔隙组成。
格式:pdf
大小:50KB
页数:3P
人气:74
4.7
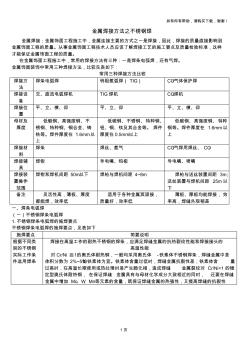
如有你有帮助,请购买下载,谢谢! 1页 金属焊接方法之不锈钢焊 金属焊接:金属饰面工程施工中,金属连接主要的方式之一是焊接,因此,焊接的质量直接影响到 金属饰面工程的质量。从事金属饰面工程技术人员应该了解焊接工艺的施工要点及质量检验标准,这样 才能保证金属饰面工程的质量。 在金属饰面工程施工中,常用的焊接方法有三种:一是焊条电弧焊,还有气焊。 金属饰面装饰中常用三种焊接方法,比较见表如下: 常用三种焊接方法比较 焊接方 法 焊条电弧焊钨极氩弧焊(tig)co2气体保护焊 焊接设 备 交、直流电弧焊机tig焊机co2焊机 焊接位 置 平、立、横、仰平、立、仰平、立、横、仰 母材及 厚度 低碳钢、高强度钢、不 锈钢、特种钢、铜合金、铸 铁等。焊件厚度在1.6mm以 上 低碳钢、不锈钢、特种钢、 铝、铜、钛及其合金等。焊件 厚度在0.5mm以上 低碳钢、高强度钢、特种 钢等
格式:pdf
大小:1.8MB
页数:5P
人气:74
4.4
镍基钎料真空钎焊316L不锈钢钎焊接头组织转变的研究(英文) 使用质量比为6:4的混合镍基钎料bni-2与bni-5对316l不锈钢进行真空钎焊。由于钎缝间隙对钎焊接头组织性能有重要影响,所以在钎焊温度1140℃,保温时间10min的钎焊参数下,分别对钎缝间隙为30,60和100μm进行了钎焊实验。主要通过光学显微镜、扫描电子显微镜、能谱分析仪、电子探针显微分析仪以及显微硬度计等对钎焊接头界面组织特征进行分析。结果表明,分布于钎焊接头中心连续共晶组织是导致裂纹扩展的主要通道。另外,研究发现当进行完整的等温凝固过程时,只有γ-ni固溶体相存在于钎焊接头中,但在钎缝与母材边界的沿晶界区域仍存在第二相的金属间化合物。
文辑创建者
我要分享 >
职位:暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐