补强板的功能区别文献

 区或功能区
区或功能区
区或功能区
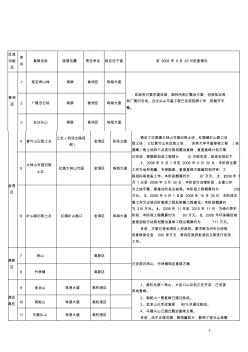
1 金湾 区 4 黄竹山旧取土点 三灶(机场北路西 侧) 金湾区 机场北路 确定了红旗镇大林山竹园旧取土场,红旗镇矿山路口旧 取土场,三灶黄竹山东旧取土场, 吉林大学平基修坡工程 (铁 道嘴)取土场四个点进行规划整治复绿,复垦复绿计划方案 已完成,根据规划该工程预计 10 月底完成,具体安排如下 : 1、2008 年 6 月 1 日至 2008 年 6 月 30 日:本阶段主要 工作为地形测量、专家勘查、复垦复绿方案编写和评审、工 程招标等准备工作。本阶段概算约为 97 万元。 2、2008年 7 月 1 日至 2008 年 8月 30 日:本阶段为治理阶段,主要工作 为土地平整,修建台阶各边坡等。本阶段工程概算约为 239 万元。 3、2008 年 9 月 1 日至 2008年 10 月 30日:本阶段主 要工作为边坡台阶复绿工程及附属工程建设。本阶段概算约 为 315 万元。 4、2
 挤塑板与苯板的区别
挤塑板与苯板的区别
挤塑板与苯板的区别
要用胀钉固定挤塑板,别的正常做 挤塑板的保温效果是苯板 5倍以上,施工上 都是差不多的, 不过挤塑板表面是光滑的, 用背面在贴之前要刷一层胶水, 正面 挂网用胀钉固定后开始抹灰 2、地暖用挤塑板还是苯板?回答: 现在一般都是用 苯板,(质量 20KG/立方以上,一层厚度不小于 3CM,楼上不小于 2。5CM)但是 苯板保温性能和强度不如挤塑板。 而且挤塑板价格比苯板贵 1倍左右。所以现在 很多工程还在用苯板,而个人家装已经在选择挤塑板了。 通常说的挤塑板和苯 板其实是 XPS与 EPS保温体系的两种材料 . 外观上看很简单的 ,挤塑板很光滑 , 质地看上去很细致紧致 ,苯板则看上去就象个电视机冰箱盒子里的泡沫板 ,只是 好看了点而已 .肉眼能看到颗粒状的 (这里有个技术参数指标叫 :容重 ,这个是衡 量苯板的质量检验标准 .) 肉眼完全能分辨的 ,所以你不要担心 .况且 ,苯板的价 格远


