补强板典型参数文献

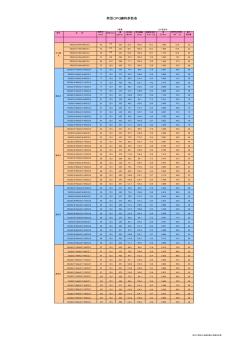 典型OPGW光缆物理结构参数表
典型OPGW光缆物理结构参数表
典型OPGW光缆物理结构参数表
典型OPGW结构参数表 型式 截面积 (mm2) 外径 (mm) 计算重 量 (kg/km) 抗拉强 度(KN) 弹性模量 (GPa) 线膨胀系数 (E-6/ ℃) 20℃直流电 阻 (Ω/km) 短路电流容量 (kA 2·S) 最大 容纤量 42 9.0 303 55.3 162.0 12.6 1.982 12.8 32 45 9.3 323 59.1 162.0 12.6 1.856 14.6 32 48 9.6 343 63.0 162.0 12.6 1.743 16.5 34 51 9.9 364 67.0 162.0 12.6 1.640 18.7 36 55 10.2 386 71.1 162.0 12.6 1.546 21.0 40 57 10.5 409 75.3 162.0 12.6 1.460 23.6 48 77 12.0 320 47.4 90.5 17.8 0.5
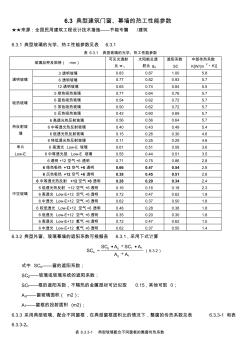 典型建筑门窗的热工性能参数(参考)
典型建筑门窗的热工性能参数(参考)
典型建筑门窗的热工性能参数(参考)
6.3 典型建筑门窗、幕墙的热工性能参数 ★★来源:全国民用建筑工程设计技术措施——节能专篇 /建筑 6.3.1 典型玻璃的光学、热工性能参数见表 6.3.1 表 6.3.1 典型玻璃的光学、热工性能参数 玻璃品种及规格( mm) 可见光透射 比τ v 太阳能总透 射比 gg 遮阳系数 SC 中部传热系数 K[W/(m 2·K)] 透明玻璃 3 透明玻璃 0.83 0.87 1.00 5.8 6 透明玻璃 0.77 0.82 0.93 5.7 12透明玻璃 0.65 0.74 0.84 5.5 吸热玻璃 5 绿色吸热玻璃 0.77 0.64 0.76 5.7 6 蓝色吸热玻璃 0.54 0.62 0.72 5.7 5 茶色吸热玻璃 0.50 0.62 0.72 5.7 5 灰色吸热玻璃 0.42 0.60 0.69 5.7 热反射玻 璃 6高透光热反射玻璃 0.56


