镦粗试验试验设备文献

 试验设备的质量检验:
试验设备的质量检验:
试验设备的质量检验:
关于试验设备的质量检验: 一、质量检验的定义 1、检验就是通过观察和判断,适当时结合测量、试验所进行的符合性评价。对产品而言, 是指根据产品标准或检验规程对原材料、 中间产品、成品进行观察, 适当时进行测量或试验, 并把所得到的特性值和规定值作比较, 判定出各个物品或成批产品合格与不合格的技术性检 查活动。 2、质量检验就是对产品的一个或多个质量特性进行观察、测量、试验,并将结果和规定的 质量要求进行比较,以确定每项质量特性合格情况的技术性检查活动。 二、质量检验的基本要点 1、一种产品为满足顾客要求或预期的使用要求和政府法律、法规的强制性规定,都要对其 技术性能、 安全性能、 互换性能及对环境和人身安全、 健康影响的程度等多方面的要求做出 规定,这些规定组成对产品相应质量特性的要求。 不同的产品会有不同的质量特性要求, 同 一产品的用途不同,其质量特性要求也会有所不同。 2、对产品的质量
 混凝土试验室试验设备清单
混凝土试验室试验设备清单
混凝土试验室试验设备清单
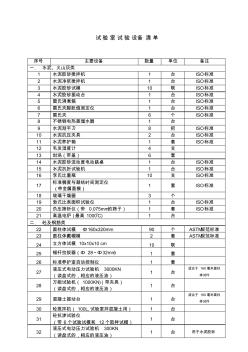
试验室试验设备 清单 序号 主要设备 数量 单位 备注 一 . 水泥、火山灰类 1 水泥胶砂搅拌机 1 台 ISO标准 2 水泥净浆搅拌机 1 台 ISO标准 3 水泥胶砂试模 10 联 ISO标准 4 水泥胶砂振动台 1 台 ISO标准 5 雷氏沸煮箱 1 台 ISO标准 6 雷氏夹膨胀值测定仪 1 台 ISO标准 7 雷氏夹 6 个 ISO标准 8 不锈钢电热蒸馏水器 1 台 9 水泥刮平刀 8 把 ISO标准 10 水泥抗压夹具 2 台 ISO标准 11 水泥养护箱 1 套 ISO标准 12 毛发湿度计 4 支 13 坩埚(带盖) 6 套 14 水泥胶砂流动度电动跳桌 1 台 ISO标准 15 水泥抗折试验机 1 台 ISO标准 16 李氏比重瓶 10 支 ISO标准 17 标准稠度与凝结时间测定仪(带金属圆模 ) 1 套 ISO标准 18 玻璃干燥器 3 个 19 勃式比表面积试