一种高炉炉顶布料器复合液压控制系统专利目的
《一种高炉炉顶布料器复合液压控制系统》的目的是克服2009年11月前技术的不足,提供一种高炉炉顶布料器复合液压控制系统,该系统对三个液压缸单独进行控制,具有控制精度高、同步误差少、可靠性安全性好的特点,适合高炉炉顶高精度布料的要求。
一种高炉炉顶布料器复合液压控制系统技术方案
《一种高炉炉顶布料器复合液压控制系统》特征在于:所述控制系统包括:至少三个用于控制液压缸的单独闭环控制回路,用于实现各液压缸单独位置闭环控制及布料器运动过程中三个液压缸位置动态补偿控制;至少一个集中控制回路:当单独闭环控制回路不能正常工作时,通过集中控制回路控制三个液压缸;至少一个切换回路:可以实现单独闭环控制回路与集中控制回路之间的自动切换。
为了提高系统的可靠性与安全性,所述单独闭环控制回路还包括相对应的至少一个安全保护模块:当液压系统出现故障时,进行相应的泄油和补油的工作。
《一种高炉炉顶布料器复合液压控制系统》在投入控制时,首先进行单独闭环控制以实现精确的位置定位,从而保证布料器布料角度的精确度;在此过程中,应用同步控制策略实现闭环控制过程中的同步性,避免三缸在闭环控制过程中的不同步造成的机械损坏。当单独闭环控制出现故障失效时,检测到的故障信号(位移、压力等)作为切换信号,实现从单独闭环控制模式自动切换为集中控制模式,这种情况下三缸的位置精度靠机械导向来保证。在集中控制模式下,如果三缸初始位置的同步误差很大则需要单独调节,通过关闭开启对应的电磁截止阀可以实现三个油缸单独动作,这样可以减少三缸的同步误差。
一种高炉炉顶布料器复合液压控制系统改善效果
(1)使用该系统后,布料器的布料精度主要取决于液压系统的控制精度,通过三缸单独的位置闭环控制保证油缸的停位精度,同时在闭环控制条件下采用同步控制策略使三缸在调整过程中也保持同步,极大地提高了布料器的布料精度,避免了机械导向误差影响布料精度问题。
(2)通过单独闭环控制可以适时调整三个油缸的位置,工作过程中保证托圈基本处于水平状态,减小了导轮与导轨间的冲击和磨损。
(3)《一种高炉炉顶布料器复合液压控制系统》提出了三缸闭环同步控制的方法,这样提高了布料器的布料精度;与此同时,为避免特殊情况下,三缸闭环同步控制失效造成液压同步控制与机械导向发生干涉,从而损坏机械设备。在该复合液压控制系统中设计了切换,通过检测到的信号该回路还可以自动在单独闭环同步控制与集中控制的两种控制模式下进行转换,从而提高整个控制系统的可靠性与安全性。

 简述电厂DCS控制系统工作原理
简述电厂DCS控制系统工作原理
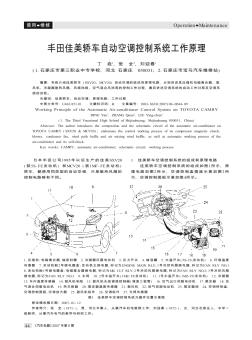 丰田佳美轿车自动空调控制系统工作原理
丰田佳美轿车自动空调控制系统工作原理