轨条换面技术要求文献

 路面技术要求
路面技术要求
路面技术要求
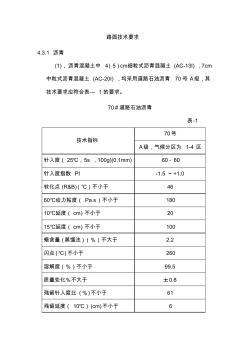
路面技术要求 4.3.1 沥青 (1) 、沥青混凝土中 4(5)cm细粒式沥青混凝土 (AC-13I) ,7cm 中粒式沥青混凝土 (AC-20I) ,均采用道路石油沥青 70号 A级,其 技术要求应符合表— 1的要求。 70#道路石油沥青 表-1 技术指标 70号 A级,气候分区为 1-4 区 针入度( 25℃,5s ,100g)(0.1mm) 60-80 针入度指数 PI -1.5 ~+1.0 软化点 (R&B)(℃)不小于 46 60℃动力粘度( Pa.s)不小于 180 10℃延度( cm)不小于 20 15℃延度( cm)不小于 100 蜡含量 (蒸馏法 )(%)不大于 2.2 闪点 (℃)不小于 260 溶解度(%)不小于 99.5 质量变化%不大于 ±0.8 残留针入度比 (%)不小于 61 残留延度( 10℃)
 单轨吊车技术要求新
单轨吊车技术要求新
单轨吊车技术要求新
四川省 xxxxxxxx 气动单轨吊车技术要求 总则:本技术要求适用于气动单轨吊车及配套设备的功能、结构、性能、 安装和试验等方面的技术要求。正常生产所需要的部件无论在本技术要求中 是否加以说明,均应完备地提供。 1.本要求所提出的是最低限度的技术要求 ,并未对一切技术细节做出规定 , 也未充分引述有关标准和规范的条文。供方应保证提供符合本技术要求的优 质产品。 2.系统所采用设备和涉及到专利的全部费用均被认为已包含在设备合同 总价中,供方保证招标方不承担有关的一切责任。 3.供方保证所供设备为全新的、先进的、成熟的、完整的,要求广泛采用 商业化、国内领先、国际先进、技术成熟的产品且符合国家或行业相关标准 (设计和制造应符合最新版的国家标准( GB)、安监标准( AQ)、煤炭标准 (MT)和在国际范围内被接受的标准及 2016 版《煤矿安全规程》的相关规 定)。 (一)