锯片铣刀按大类分:中小规格锯片铣刀和大规格锯片铣刀。
锯片铣刀中小规格分类
中小规格锯片铣刀分类:粗齿、中齿、细齿三类。
锯片铣刀中小规格要求
中小规格锯片铣刀技术要求:
1.铣刀表面不应有裂纹,切削刃锋利,不崩刃、钝口以及退火等影响其性能的缺点。
2.铣刀表面粗糙度,其数值不得大于标准规定。
3.锯片铣刀由W6Mo5Cr4V2或同等性能的高速钢,硬质合金等材料制作。
锯片铣刀大规格
大规格锯片铣刀:为了节省高速钢并方便制造,一般设计成镶片结构。
-

选择特殊符号
选择搜索类型
请输入搜索
主要用于铁,铝,铜等中硬以下金属材料窄而深的槽加工或切断。也可用于塑料、木材等非金属的铣削加工。超硬材料锯片铣刀,硬质合金锯片主要用于难切削材料(耐热钢,不锈钢等高强度钢)的铣削加工。
三角齿、三角齿倒角;
圆弧齿、圆弧齿倒角。如右图《锯片铣刀》。最常用的是三角齿。
锯片铣刀在使用后,齿刃部会变得不锋利,可使用相应的锯片研磨机重复翻磨刃齿,修磨后的锯片铣刀加工效果与新的锯片铣刀一样,可提高生产效率,降低成本。
锯片铣刀的规格如下:
尺寸规格:外径20~315mm,孔径5~40mm,厚度0.2~6.0mm。
齿数:分粗齿,中齿,细齿。
开齿方式:铣齿,磨齿(外圆50以上,齿锯25以下,厚度6以下)。
齿形分:尖齿,圆弧齿,交错齿,锯片表面处理分本色,氮化,镀钛。
材料:M42 M35 W6 W9 W5。
用途:主要用于中硬以下金属材料窄而深的槽加工或切断,也可以用于非金属的铣削加工。超硬材料锯片铣刀和镀钛锯片铣刀主要用于难切削材料(耐热钢,不锈钢等高强度钢)的铣削加工。
锯片铣刀用 途:主要用于铁,铝,铜等中硬以下金属材料窄而深的槽加工或切断。也可用于塑料、木材等非金属的铣削加工。超硬材料锯片铣刀,硬质合金锯片主要用于难切削材料(耐热钢,不锈钢等高强度钢)的铣削加工。
锯片铣刀按大类分:中小规格锯片铣刀和大规格锯片铣刀。
中小规格锯片铣刀分类:粗齿、中齿、细齿三类。
中小规格锯片铣刀技术要求:
1.铣刀表面不应有裂纹,切削刃锋利,不崩刃、钝口以及退火等影响其性能的缺点。
2.铣刀表面粗糙度,其数值不得大于标准规定。
3.锯片铣刀由W6Mo5Cr4V2或同等性能的高速钢,硬质合金等材料制作。
大规格锯片铣刀:为了节省高速钢并方便制造,一般设计成镶片结构。
你是T型槽啊,这样锯片也没有办法固定啊!!如果是可唤头的那就就比整体的都贵 了!!建议还是用头部焊接或是把头部做短然后做个非标刀杆连接!!
锯片铣刀是既是锯片也是铣刀。是同属于两者的产物。锯片铣刀大多是由W6Mo5Cr4V2或同等性能的高速钢,硬质合金等材料制作。虽然硬质合金比高速钢的硬度高,切削力强,可提高转速和进给率,提高生产率。但是...
一个东东
三角齿、三角齿倒角;
圆弧齿、圆弧齿倒角。如上图。 最常用的是三角齿。

锯片铣刀在使用后,齿刃部会变得不锋利,可使用相应的锯片研磨机重复翻磨刃齿,修磨后的锯片铣刀加工效果与新的锯片铣刀一样,可提高生产效率,降低成本。
锯片铣刀的规格如下:
尺寸规格 | 外径20~315mm,孔径5~40mm,厚度0.2~6.0mm |
齿数 | 分粗齿,中齿,细齿 |
开齿方式 | 铣齿,磨齿(外圆50以上,齿锯25以下,厚度6以下) |
齿形分 | 尖齿,圆弧齿,交错齿,锯片表面处理分本色,氮化,镀钛 |
材料 | M42 M35 W6 W9 W5 |
用途 | 主要用于中硬以下金属材料窄而深的槽加工或切断,也可以用于非金属的铣削加工。 超硬材料锯片铣刀和镀钛锯片铣刀主要用于难切削材料(耐热钢,不锈钢等高强度钢)的铣削加工 |

 淬火高速钢锯片铣刀激光成型切割
淬火高速钢锯片铣刀激光成型切割
淬火高速钢锯片铣刀激光成型切割
高速钢锯片铣刀片先淬火后激光加工成齿形、改变了传统的先机械加工成齿形后淬火的加工方法,本文通过齿形设计,工艺试验,组织性能主分析及试生产考核,论述了高速钢锯片铣刀,淬火后由激光切割齿形的新工艺比传统机加工方法有许多优越性,这在我国工具加工史上尚属首创。
作者:戴继东
单位:湖南国防工业职业技术学院
来源:《金属加工(冷加工)》2016年第21期
锯片铣刀是在铣削加工中应用较多的一种加工刀具,多用在零件的窄槽加工和切断加工。在加工过程中由于锯片铣刀本身结构上的特点,对切削产生一些不利,从而导致加工时产生频繁的锯片铣刀折损现象。
1.加工中遇到的问题
我单位有一批军方产品,产品材料为45CrNiMo1VA,是一种超高强度合金钢,批量为500件,而且是一个长期产品,每年都要完成4~5个批次。这个产品在众多的加工难点里,有一个令铣床操作工头痛的问题,即用锯片铣刀加工沟槽时的刀具折损问题。零件工序加工内容如图1所示。
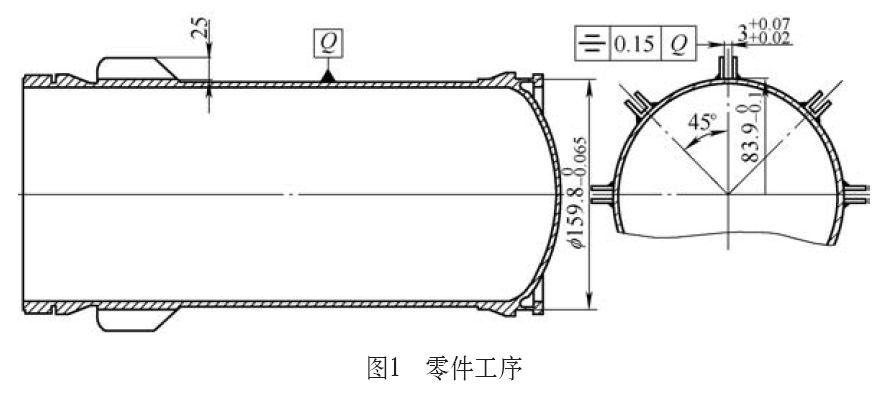
在零件圆周的8个均布的凸起上,需分度各切出宽3mm、深25mm的沟槽,在用锯片铣刀切槽的过程中经常出现刀具折损的现象,这样不仅造成了零件的报废,有时甚至还因为折损后锯片铣刀碎片的飞溅造成安全事故。
2.采取的措施
为了解决这个技术问题,查阅了大量的技术资料,对加工做了以下改进:
(1)选择前角较大的锯片铣刀,提高刀具的锋利度。
(2)在锯片铣刀的两端面辅用夹板,以增强铣刀的刚性,减小铣刀切削中出现的振动。
(3)刀齿间隔左右交错,磨出倒角,形成错齿锯片铣刀,以分散切削力。
(4)加大切削液压力,并对准切削部位,从而充分的冷却并及时冲掉切削部位的切屑。
(5)合理地选择切削用量,使激振频率远离刀具系统固有频率,从而减小切削振动。
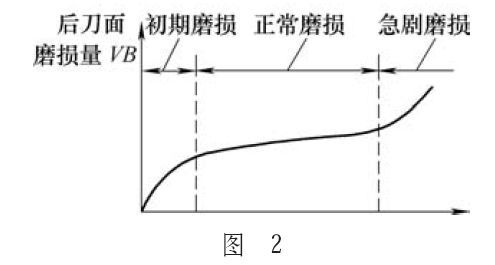
通过对上述几个方面进行改进,切削的效果有了一定的改善,但折损刀具的现象还是时有发生。为了根本性解决这个问题,对锯片铣刀的折损原因进行了分析,发现锯片铣刀折损的主要原因还是刀具的磨损导致的切削不利。在零件生产过程中,为了提高效率,操作人员往往等到刀具磨损较大或折损后才进行刀具的更换,且造成这样磨损的刀具卸下后,由于磨损严重往往直接就报废了。而刀具的磨损分为初期磨损、正常磨损和急剧磨损3个阶段,正常磨损时的刀具磨损较为缓慢,急剧磨损实际上就是到正常磨损阶段的后期,刀具与工件的接触情况显著恶化,磨损随之加快,如图2所示。只需掌握好恰当的换刀时间,即提前主动换刀,这样就可以有效地避免锯片铣刀的折损现象,而且这时换下的刀具进行重磨后,还能够继续正常使用,从而降低了成本。在实际生产中,通过使用新刀,试验发现刀具的折损集中发生在加工第6个零件的最后几个槽的过程中,我们只需在第5个零件加工结束时,进行主动的换刀,就能有效地避免刀具的折损。
3.结语
实践证明,虽然锯片铣刀在结构上的特点,导致因刀具切削刚性不足、排屑不畅及刀具系统激振等情况产生的切削不利,在实际生产中对刀具的折损影响较大,但只要做到控制好刀具的磨损状况,主动换刀,并结合上述改进方法,就能够有效地避免锯片铣刀的折损现象,从而保证零件的加工质量,降低加工成本。
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。
由于高速钢种类繁多,因此不可能一一介绍。本文主要介绍国内应用比较广泛的品种。
W6Mo5Cr4V2(俗称6542,W6,DMO5,美国牌号M2)——锯片铣刀最佳材料
钨钼系高速钢W6Mo5Cr4V2制作的锯片,具有碳化物细小分布均匀,耐磨性高,韧性及热塑性高,性价比高等一系列优点。用它所生产的锯片铣刀
,经过高精度的淬火后,其硬度可达64~66HRC,十分接近高性能锯片铣刀
,抗弯强度达4700MPa,韧性及热塑性比w18Cr4V提高50%。由于6542材料锯片铣刀
的耐磨性,耐热性,韧性等各方面性能都较好,性能价格比高,受到广大用户的欢迎。
W18Cr4V(俗称W18)——历史最悠久的锯片
钨系锯片铣刀
典型代表为W18Cr4V(俗称W18)锯片
钨系高速钢,热处理硬度可达63-66HRC,抗弯强度可达3500MPa,可磨性好,通用性强,工艺成熟,是高速钢应用最长久的一种。由于各方面性能与W6Mo5Cr4V2相近,可韧性及热塑性比不及6542,因此其应用正在慢慢被取代。
W9Mo3Cr4V(俗称9341,W9)-——低成本锯片
普通高速钢W9Mo3Cr4V(俗称9341,W9)是近几年发展起来的新品种,其强度及热塑性与W6Mo5Cr4V2相近,但是其硬度只有为HRC63-64,其特点容易轧制、锻造,成本更低。但由于其硬度低,耐磨性差,生产的锯片、工具等,容易磨损,因此属于价格低,却费用不低的锯片,其市场占有率一直不高。
普通高速钢在中国市场的比例分别为:
1、W6Mo5Cr4V2——69%;
2、W18Cr4V——16.5%
3、W9Mo3Cr4V——11%。
高性能锯片铣刀
是通过改变高速钢的化学成分使它具有更好的硬度和热
锯片铣刀技术要求 铣刀表面不应有裂纹,切削刃锋利,不崩刃、钝口以及退火等影响其性能的缺点。铣刀表面粗糙度,其数值不的大于标准规定。锯片铣刀由W6Mo5Cr4V2或同等性能的高速钢,硬质合金等材料制作。锯片铣刀用途主要用于铁、铝、铜等中硬以下金属材料窄而深的槽加工或切断,也可用于塑料、木材等非金属的铣削加工。超硬材料锯片铣刀,硬质合金锯片主要用于难切削材料(耐热钢,不锈钢等高强度钢)的铣削加工。
整体合金锯片铣刀在使用过程变钝以后,可重复多次用锯片磨齿机翻磨刃齿,修磨后的合金锯片寿命与新锯片寿命相同,可反复多次使用。